Увеличение объемов ремонтных работ требует существенного снижения их материалоемкости за счет совершенствования ресурсосберегающих технологий, предусматривающих переработку и повторное использование старого асфальтобетона на АБЗ.
Имеющийся отечественный и зарубежный опыт показывает, что при рациональном использовании возможно применение старого асфальтобетона, как в нижних, так и в верхних слоях покрытий без снижения их эксплуатационных свойств.
Путем совершенствования технологии переработки старого асфальтобетона можно добиться относительно адекватной замены им части асфальтобетонной смеси, несмотря на отличие состава и свойств компонентов от свойств каменных материалов.
Регенерация старого асфальтобетона на АБЗ позволяет: использовать снятый с дороги старый асфальтобетон, широко применять добавки каменных материалов, битума и пластификаторов при регенерации, получать готовую смесь заданного качества и укладывать ее на участках дорог с соответствующей интенсивностью движения, экономить энергию и материальные ресурсы при устройстве дорожных одежд автомобильных дорог.
Особенностью старого асфальтобетона является его неоднородность, поскольку при фрезеровании и складировании возможно перемешивание материалов с разных объектов. Существенного повышения однородности исходного гранулята можно добиться за счет предварительного дробления и сортировки.
Для заводской переработки используют старый асфальтобетон, полученный путем холодного фрезерования, либо путем разлома бульдозерами, автогрейдерами или другими машинами. В последнем случае кусковой асфальтобетон измельчают в дробильно-сортировочных установках до размеров, не превышающих 40 мм, - при приготовлении крупнозернистых смесей. Кусковой асфальтобетон с высоким содержанием битума целесообразно дробить при температуре воздуха не выше 15...20 °С. При более высоких температурах материал налипает на рабочие органы дробильных установок. В случаях налипания эффективность дробления можно повысить периодической обработкой щек дробилки мыльной водой либо путем добавления минеральных материалов (песка или щебня) в количестве до 30 %.
Дробленый асфальтобетон целесообразно сразу же использовать для приготовления асфальтобетонных смесей. При необходимости хранения материал складируют в штабели высотой не более 2-3 м.
 Для предотвращения слеживания слой измельченного асфальтобетона пересыпают прослойками из песка. Периодически материал перемешивают экскаватором.
Для предотвращения слеживания слой измельченного асфальтобетона пересыпают прослойками из песка. Периодически материал перемешивают экскаватором.
Основная задача технологического процесса - уменьшить влияние высокотемпературной обработки на свойства вяжущего в старом асфальтобетоне, а также обеспечить защиту окружающей среды от загрязнения. При этом стремятся к максимальному использованию старого асфальтобетона в составе регенерированной смеси.
Для получения регенерированной асфальтобетонной смеси используют смесительные установки периодического действия и барабанные смесительные установки непрерывного действия.
При регенерации асфальтобетона в смесительных установках периодического действия нагрев старого асфальтобетона обеспечивается в основном за счет теплообмена с перегретыми минеральными материалами.
Преимущество данной технологии заключается в возможности использования существующих смесительных установок без их переустройства или с незначительным переустройством. В последнем случае осуществляют такие мероприятия, как установку экрана перед горелкой сушильного барабана для снижения температуры и частичного предохранения битума в составе старого асфальтобетона от прямого нагревания пламенем либо установку дополнительного сушильного барабана для разогрева старого асфальтобетона при более низких температурах по сравнению с температурой разогрева новых минеральных материалов.
Подачу старого асфальтобетона осуществляют непосредственно в смеситель либо к минеральным материалам, прошедшим через сушильный барабан (рис. 2.9а, б).
Максимальное количество старого материала при использовании данной технологии не должно превышать 20-30 % от массы регенерированной смеси.
Для обеспечения требуемой температуры готовой регенерированной смеси температура минеральных материалов (песка и щебня) должна составлять порядка 220-260 °С.
Конкретное значение температуры нагрева новых минеральных материалов определяется количеством старого асфальтобетона в составе регенерированной смеси, ее требуемой температурой, а также влажностью старого асфальтобетона.
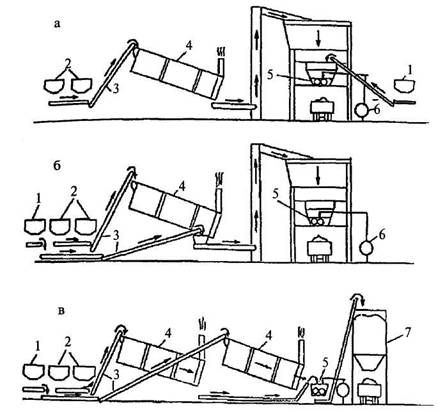
Рис. 2.9. Регенерация асфальтобетона
в смесителях циклического действия:
а - с подачей старого асфальтобетона непосредственно в смеситель;
б - с подачей старого асфальтобетона к минеральным материалам,
прошедшим через сушильный барабан;
в - с использованием сдвоенного сушильного барабана.
1 - старый асфальтобетон; 2 - новые минеральные материалы;
3 - транспортер; 4 - сушильный барабан; 5 - смеситель; 6 - битум;
Накопительный бункер.
Зависимость температуры новых минеральных материалов от указанных факторов, полученная на основе опытных данных, приведена на рис. 2.10.
Цифры на кривых соответствуют влажности старого асфальтобетона.
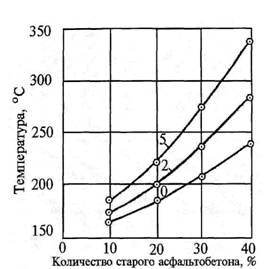
Рис. 2.10. Зависимость температуры нагрева