Ступенчатая закалка. Нагретое изделие охлаждается погружением в ванну с температурой закалочной среды (расплавленные соли, селитры, щелочи) немного выше температуры начала мартенситного превращения (на 20 – 30°С выше точки М н) для данной стали. После выдержки, необходимой для выравнивания температуры по сечению, изделие охлаждают на воздухе. Продолжительность выдержки строго контролируется, чтобы не произошло промежуточного превращения аустенита (рис. 31, в). Изотермическая выдержка для выравнивания температуры по сечению способствует снижению термического напряжения, а охлаждение на воздухе – структурного. Основное достоинство ступенчатой закалки – получение мартенситной структуры при минимальном закалочном напряжении.
Изотермическая закалка. В отличие от ступенчатой изотермическая закалка обеспечивает образование не мартенситной, а бейнитной структуры. Ее целесообразно применять для деталей из легированных сталей, склонных к короблению и образованию трещин. Так же, как и при ступенчатой закалке, охлаждение проводится в соляных ваннах с температурой выше точки мартенситного превращения М н (рис. 31, г). Детали выдерживают в ванне в течение времени, необходимого для полного распада аустенита. При этом происходит превращение с образованием бейнита (игольчатого троостита). После изотермической выдержки и окончания превращения детали охлаждают на воздухе. Структура стали – бейнит (игольчатый троостит), твердость – HRC45 – 55. Повышаются конструктивная прочность (на 25 – 30 %) и ударная вязкость.
Нагрев сталей в жидких средах, не вызывающих окисления, и охлаждение в расплавах щелочей позволяют получить без очистки или травления чистую поверхность изделий светло-серого цвета. Такую закалку называют светлой.
Закалка с самоотпуском. Охлаждение изделия, нагретого под закалку, ведут не до полного охлаждения и затем извлекают его из охладителя. За счет тепла внутренних слоев верхний охлажденный слой разогревается до 200 – 250°С, в результате чего происходит самоотпуск. Закалку с самоотпуском применяют для деталей ударного слесарного и кузнечного инструмента, который должен иметь достаточно высокую твердость на поверхности и сравнительно вязкую сердцевину. Температуру отпуска определяют по цветам побежалости (цвет слоя окисла поверхности зависит от его толщины). Старый (точнее – древний) способ закалки с самоотпуском нашел применение в механизированном и автоматизированном производстве.
Отпуск – операция термической обработки, связанная с нагревом закаленной стали ниже температуры фазовых превращений, выдержкой и охлаждением. Цель отпуска – снижение или снятие внутреннего напряжения, возникшего при закалке стали, и получение структуры с заданными свойствами (прочностью, твердостью, упругостью, вязкостью и пластичностью).
Закалка и отпуск неразделимы. Отпуск необходимо проводить непосредственно после закалки, так как закалочное напряжение через некоторое время может вызвать появление трещин. Кроме того, остаточный аустенит стабилизируется, его устойчивость к отпуску повышается.
Температура отпуска – самый существенный фактор, который влияет на свойства закаленной стали. Твердость и прочность с повышением температуры отпуска снижаются, а пластичность и вязкость повышаются. Свойства углеродистых сталей в отличие от легированных не зависят от условий охлаждения при отпуске.
В легированных сталях все процессы отпуска происходят, как правило, в области более высоких температур, так как легирующие элементы замедляют диффузионные процессы. Так, распад мартенсита завершается при температуре 450 – 500°С, а коагуляция специальных карбидов – при 600 – 680°С. При некоторых условиях отпуска закаленных легированных сталей происходит их «охрупчивание» – потеря пластичности (отпускная хрупкость).
В зависимости от температуры различают несколько видов отпуска.
Низкотемпературный (низкий) отпуск. Температура нагрева – 150 – 200°С, выдержка – 1 – 1,5 ч. Снижается внутреннее напряжение. Мартенсит закалки переходит в мартенсит отпуска. Этот отпуск обеспечивает максимальную твердость стали и некоторое повышение прочности и вязкости. Твердость (HRC60 – 64) зависит от содержания углерода в стали. Низкому отпуску подвергают режущий и измерительный инструмент из углеродистых и низколегированных сталей, а также детали после поверхностной закалки или химико-термической обработки.
Среднетемпературный (средний) отпуск. Температура нагрева – 350 – 500°С (чаще – 380 – 420°С), выдержка – от 1 – 2 до 3 – 8 ч. Значительно снижается внутреннее напряжение, мартенсит закалки переходит в троостит отпуска. Твердость – HRC40 – 45. Обеспечивается наилучшее сочетание предела упругости с пределом выносливости. Этот отпуск проводят в основном для пружин, рессор, мембран и подобных деталей, а также для штампового инструмента. Охлаждение после отпуска рекомендуется проводить в воде, что способствует образованию на поверхности изделий сжимающего остаточного напряжения, повышающего усталостную прочность.
Высокотемпературный (высокий) отпуск. Температура нагрева – 500 – 680°С, выдержка – от 1 до 8 ч. Полностью снимается внутреннее напряжение. Структура стали сорбит отпуска, твердость – HRC25 – 35. Создается наилучшее соотношение прочности, пластичности и вязкости стали. Термическую обработку, состоящую из закалки и высокого отпуска, называют улучшением (термическим). Она проводится для деталей (в основном из среднеуглеродистых конструкционных сталей), которые должны обладать повышенной конструктивной прочностью. Сорбит отпуска и троостит отпуска отличаются от сорбита и троостита тем, что в этих структурах кристаллы цементита имеют не пластинчатую, а зернистую форму, что повышает пластичность и вязкость закаленной стали.
Искусственное старение. Закалка приводит к образованию пересыщенного твердого раствора – мартенсита. Всякий пересыщенный раствор неустойчив и будет распадаться с выделением избыточных фаз. Распад пересыщенного твердого раствора связан с фазовыми, а следовательно, с объемными или линейными изменениями стали. Это вызовет коробление изделий или изменение их размеров в эксплуатации.
Для предупреждения коробления и изменения размеров точных инструментов, деталей станков, распределительных валов и т. п. проводят искусственное старение при температуре 120 – 150°С. Выдержка составляет от 2 до 20 ч. Такой режим позволяет, не снижая твердости закаленной стали, стабилизировать структуру за счет выделения углерода в виде дисперсных карбидов.
ПОВЕРХНОСТНОЕ УПРОЧНЕНИЕ ДЕТАЛЕЙ
Многие детали машин работают в условиях трения и подвергаются действию ударных и изгибающих нагрузок. Поэтому они должны иметь твердую, износостойкую поверхность, прочную и одновременно вязкую и пластичную сердцевину. Это достигается поверхностным упрочнением.
Назначение поверхностного упрочнения – повышение прочности, твердости, износостойкости поверхностных слоев деталей при сохранении вязкой, пластичной сердцевины для восприятия ударных нагрузок.
У деталей машин, работающих при динамических и циклических нагрузках, трещины усталости возникают в поверхностных слоях под влиянием растягивающих напряжений. Если на поверхности создать остаточные напряжения сжатия, то растягивающие напряжения от нагрузок в эксплуатации будут меньше и увеличится предел выносливости (усталости). Создание в поверхностных слоях деталей напряжений сжатия – второе назначение поверхностного упрочнения.
Техническими условиями на изготовление детали задаются твердость и глубина упрочненного слоя, а также прочность и вязкость сердцевины.
Основные методы поверхностного упрочнения можно разделить на три группы:
механические – пластическое деформирование поверхностных слоев, создание наклепа (нагартовки);
термические – поверхностная закалка;
химико-термическая обработка (цементация, азотирование, хромирование и другие).
6.1. Механическое упрочнение поверхности
Упрочнение металла под действием холодной пластической деформации называется наклепом или нагартовкой. При этом изменяется строение металла: искажается кристаллическая решетка и деформируются зерна, т. е. из равноосных они превращаются в неравноосные (в виде лепешки, блина). Это сопровождается увеличением твердости и прочности в 1,5 – 3 раза. Возникающие в наклепанном слое напряжения сжатия повышают сопротивление усталости. Упрочнение поверхности пластическим деформированием повышает надежность работы деталей, снижает чувствительность к концентраторам напряжений, повышает сопротивление изнашиванию и коррозионную стойкость, устраняет следы предыдущей обработки.
Большинство операций упрочнения могут выполняться на универсальных металлорежущих станках (токарных, строгальных, сверлильных) с использованием простых по конструкции приспособлений. Эти операции упрочнения наиболее эффективны для металлов с твердостью до НВ250 – 280.
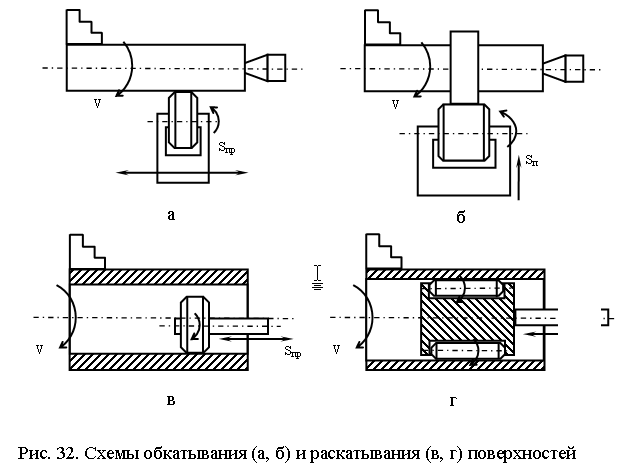
Накатка роликами и шариками – операция, при которой стальной закаленный ролик (шарик), обкатывая упрочняемую поверхность при заданной нагрузке (нажатии), деформирует, т. е. сминает поверхностный слой металла на определенную глубину (рис. 32). Происходит упрочнение – наклеп. Глубина упрочненного слоя 0,5 – 2,0 мм. Этим методом упрочняются, в основном детали типа тел вращения (валы, оси, гильзы) или имеющие значительные по размерам плоские поверхности.
Дробеструйная обработка – операция, при которой частицы твердого металла – дробь, вылетая из дробемета с большой скоростью (90 – 150 м/с), ударяют по упрочняемой поверхности и происходит ее наклеп. Прочность, твердость и предел усталости повышаются. Толщина упрочненного слоя составляет 0,2 – 0,4 мм. Дробеструйному наклепу подвергают пружины, рессоры, зубчатые колеса, валы торсионные и т. п. Например, рессорные листы после термообработки перед сборкой в пакет подвергают дробеструйному наклепу, что значительно увеличивает срок службы рессоры (в 3 – 5 раз).
Дробеструйная обработка является конечной технологической операцией для деталей после механической и термической обработки. Оборудованием являются дробеметы. Наиболее распространены механические дробеметы, имеющие большую производительность. Дробь – частицы шарообразной формы из твердой стали или белого чугуна. Дробеструйная обработка, нормализованной стали марки 20 увеличивает твердость на 40 %, а стали марки 45 – на 20 %; остаточные напряжения сжатия в поверхности до 80 МПа.
Дробеструйную обработку применяют как эффективный метод повышения выносливости изделий из кованой и литой стали. Ее применяют для упрочнения высокопрочных чугунов.
Эти методы упрочнения наиболее распространены в машиностроении. Кроме них используются вибронакатывание (рис. 33), калибровка отверстий (рис. 34), алмазное выглаживание и др.

6.2. Термическое упрочнение – поверхностная закалка
Сущность поверхностной закалки состоит в том, что верхние слои детали быстро нагреваются выше температуры критических точек и создается резкий перепад температуры по сечению от поверхности к сердцевине. Если нагрев прервать и деталь быстро охладить, то закалку получит только ее поверхность, а сердцевина останется незакаленной.
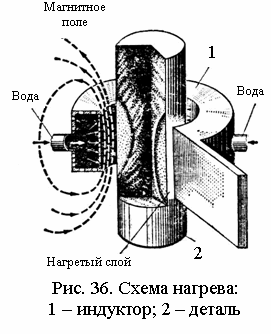
Закалка с индукционным нагревом током высокой частоты (закалка ТВЧ) – операция, при которой деталь для нагрева помещают в индуктор (соленоид), представляющий собой один или несколько витков медной трубки, охлаждаемой проточной водой. Переменный ток высокой частоты, протекая по индуктору, создает переменное магнитное поле (рис. 35 и 36). В результате индукции в поверхностном слое детали возникают вихревые токи и выделяется джоулево тепло. Происходит быстрый нагрев поверхности до температуры закалки. Время нагрева 20 – 50 с.

Установка для закалки с нагревом ТВЧ состоит из генератора тока высокой частоты (машинного или лампового), конденсаторной батареи, трансформатора, индуктора, приспособления для охлаждения (спрейера). Контроль за температурой нагрева осуществляется автоматически. Основные параметры процесса: температура, скорость и глубина нагрева.
Охлаждение нагретой для закалки детали производится либо в баке (с водой, эмульсией или маслом), либо душевым устройством – спрейером. Глубина закаленного слоя, в зависимости от условий работы детали, 1,5 – 4,0 мм. После закалки ТВЧ деталь подвергают низкому отпуску или самоотпуску. Поверхностную индукционную закалку чаще применяют для углеродистых сталей (0,4 – 0,5 % углерода) и значительно реже – для легированных.
После закалки ТВЧ твердость поверхности на 2 – 3 единицы HRC выше, чем после обычной закалки, и более мелкое действительное зерно (10-й – 12-й балл). Сопротивление усталостному разрушению повышается в 1,5 – 2 раза.
Получила распространение поверхностная закалка при глубинном нагреве. При этом используют специально разработанные стали пониженной и регламентированной прокаливаемости (РП). Так, например, для изготовления ведущей шестерни колесно-моторного блока локомотива применяют сталь ШХ4 вместо применяемой ранее цементованной стали 20ХН3А, для изготовления пружин из прутка диаметром до 30 мм – сталь 55С вместо стали 55С2, а для внутренних колец роликовых подшипников сталь ШХ4 вместо стали ШХ15ГС.
При поверхностной закалке, в том числе с глубинным нагревом, повышается сопротивление усталостному разрушению.
Индукционный нагрев позволяет сократить длительность термической обработки и повысить производительность труда, получить поверхность без окалины, уменьшить деформацию и коробление деталей при закалке.
Закалка ТВЧ создает условия для полной механизации и автоматизации, обеспечивает термообработку в поточной линии без разрыва технологического процесса. Особенно эффективен этот метод для серийного и массового производства. Он экономически нерентабелен для закалки единичных деталей, так как для каждой требуется изготавливать индуктор и подбирать режимы тока.
Преимущества высокочастотной закалки:
высокая производительность;
повышение износостойкости и циклической прочности;
отсутствие обезуглероживания поверхности;
незначительное окисление поверхности;
малое коробление (деформация);
точная регулировка глубины закаленного слоя;
возможность автоматизации и организации поточных линий;
возможность замены легированных сталей углеродистыми;
при высокочастотном нагреве теплота генерируется в самом металле детали и не зависит от внешнего источника тепла, что обеспечивает очень быстрый нагрев.
Закалка с индукционным нагревом широко применяется во всех отраслях промышленности для упрочнения коленчатых и шлицевых валов, распределительных валиков, зубьев крупных шестерен, тормозных шкивов, шпинделей, борштанг и других деталей.
Закалка с газопламенным нагревом применяется в основном для крупных деталей, толщина закаленного слоя не менее 20 – 40 мм при минимальной твердости HRC 55 – 58.
Поверхность детали нагревают газовым пламенем, имеющим температуру 2400 – 3150°С. Для нагрева используют одно- и многопламенные горелки. Вследствие подвода большого количества тепла поверхность детали быстро нагревается до температуры выше фазовых превращений. Последующее спрейерное охлаждение обеспечивает закалку поверхностного слоя.
Наибольшее распространение получил нагрев ацетилено-кислородным пламенем (3150°С) и более дешевым и безопасным керосино-кислородным пламенем (2400°С). Горючий газ и кислород могут поступать из баллонов, генераторов, газгольдеров; в горелках газы смешиваются и при их горении происходит быстрый нагрев поверхности.
Этот способ (как и закалка ТВЧ) обеспечивает меньшее коробление деталей по сравнению с объемной закалкой, более чистую поверхность (без окалины). Процесс легко механизировать и автоматизировать, включать в технологический поток; не требуется сложное, дорогостоящее оборудование. Наиболее целесообразно использовать этот способ при индивидуальном производстве и ремонте, когда закалка ТВЧ нерентабельна, при нагреве поверхностей большой площади; для деталей сложной формы, для которых невозможно изготовить индуктор.
Недостатки закалки с газопламенным нагревом:
опасность перегрева, металла вплоть до оплавления поверхностного слоя;
отсутствие возможности точно регулировать температуру и толщину закаленного слоя;
использование газа требует дополнительных мероприятий по охране труда и технике безопасности.
Несмотря на эти недостатки газопламенная закалка с успехом применяется в некоторых областях техники. Например, газопламенная закалка стальных и чугунных прокатных валков увеличивает срок их службы в 2 – 3,5 раза и повышает производительность прокатных станов на 20 – 25 %.
Кроме индукционного и газопламенного нагрева для поверхностной закалки стальных деталей используют установки электроконтактного нагрева и установки лазерного излучения.
Лазерная закалка – перспективный метод упрочнения сложных стальных и чугунных деталей, долговечность которых лимитируется износостойкостью и усталостной прочностью, когда их упрочнение другими методами затруднено. Износостойкость чугунных деталей повышается в 8 – 10 раз, а предел выносливости стальных – на 70 – 80 %.
6.3. Химико-термическая обработка
Химико-термической обработкой называют поверхностное насыщение стали каким-либо химическим элементом (углеродом, азотом, бором и т. п.) путем его диффузии из внешней среды. Изделие помещают, в среду богатую элементом, и нагревают. При этом происходят следующие процессы:
диссоциация – распад молекул во внешней среде и образование атомов диффундирующего элемента;
адсорбция – осаждение атомов элемента на поверхности стальной детали;
диффузия – проникновение атомов элемента вглубь металла (в поверхностные слои детали).
При химико-термической обработке в стали протекают фазовые превращения, связанные с нагревом и охлаждением, изменяется химический состав и структура поверхностных слоев, что в широких пределах изменяет свойства.
6.3.1. Операции химико-термической обработки
Цементация стали – операция диффузионного насыщения поверхностного слоя низкоуглеродистой стали углеродом при нагревании выше критических точек в соответствующей среде – карбюризаторе.
При науглероживании, а затем закалке и отпуске поверхностный слой приобретает высокую твердость, износостойкость, в нем образуются остаточные напряжения сжатия. Сердцевина изделия (углерода менее 0,3 %) закалку не воспримет – останется мягкой, пластичной.
Цементации подвергают конструкционные углеродистые и легированные стали с низким содержанием углерода (например, марки 15Х, 18ХГТ, 20ХНМ, 12ХН3А и др.). Этот процесс широко применяется в локомотиво-, станко- и автотракторостроении, инструментальном производстве и т. п.
Цементация в твердом карбюризаторе – наиболее древний способ. В настоящее время используется редко (чаще в единичном и мелкосерийном производстве). Карбюризатор – смесь порошка древесного угля и углекислых солей бария и натрия (10 – 40 %). Детали укладывают в стальной ящик, равномерно пересыпая карбюризатором. Ящик закрывают, помещают в печь и нагревают до 925 – 950°С. Длительность выдержки после нагрева зависит от требуемой глубины слоя (0,5 – 2,0 мм) при содержании в нем углерода до 1,0 – 1,2% (10 ч – для слоя, глубиной в 1 мм). Контроль за процессом ведется по изломам стержней (свидетелей), специально вставляемых в ящик вместе с деталями.
Газовая цементация впервые применена Павлом Петровичем Аносовым в тридцатых годах девятнадцатого столетия на златоустовском заводе. В России впервые внедрена на московском автозаводе имени Лихачева. Ее проводят в печах непрерывного действия. Детали помещают в печь на поддонах, подвесках или в корзинах. В качестве карбюризатора применяют естественные (природные) и искусственные газы. Используют жидкие карбюризаторы (бензол, керосин, синтин), которые подаются в печь через капельницу.
При газовой цементации детали находятся в постоянном контакте с углеродосодержащими газами. При высокой температуре газы диссоциируют с выделением атомарного углерода, который оседает на поверхности стали и диффундирует в глубину детали. При газовой цементации выдержка составляет 4 – 5 ч на 1,0 мм глубины науглероженного слоя.
По сравнению с цементацией в твердом карбюризаторе газовая цементация имеет ряд преимуществ:
нагрев деталей происходит значительно быстрее и сокращается необходимое время выдержки при цементации;
возможность регулировки количества и состава цементирующего газа;
возможность полной механизации и автоматизации процесса;
улучшение условий труда.
Газовая цементация получила широкое распространение в массовом и крупносерийном производстве, где затраты на специальное оборудование экономически целесообразны.
Микроструктура низкоуглеродистой стали после цементации изменяется от поверхности к центру детали (рис. 36). Поверхностная зона (заэвтектоидная) имеет структуру – перлит и цементит, затем идут эвтектоидная зона – структура перлит и переходная (доэвтектоидная) – структура перлит и феррит. Чем ближе к сердцевине, тем больше в переходной зоне феррита и меньше перлита. За толщину цементованного слоя принимают расстояние от поверхности до середины переходной (третьей) зоны.

Задача цементации – получить высокую поверхностную твердость и износостойкость при вязкой сердцевине – не решается одной цементацией. Цементацией достигается лишь благоприятное распределение углерода по сечению. Окончательно формирует свойства цементованной детали последующая закалка с низким отпуском, при которой на поверхности получается мартенсит, а в сердцевине сохраняется низкая твердость и высокая вязкость.
Такая термическая обработка обеспечивает твердость поверхностного слоя HRC 60 – 64 у углеродистых сталей и HRC 58 – 62 у легированных. Твердость сердцевины HRC 25 – 35 (в зависимости от состава стали).
Для закалки цементованные детали нагревают до 820 – 850 ° С с охлаждением в воде. Это обеспечивает измельчение зерна и закалку цементованного слоя, а также частичную перекристаллизацию с измельчением зерна сердцевины. Структура поверхностного слоя – мартенсит с небольшим количеством вторичных карбидов, твердость – HRC 56 – 63.
При повышенных требованиях к свойствам деталей п рименяют двойную закалку или нормализацию и закалку. Первая закалка (или нормализация) – для измельчения зерна и исправления структуры перегретой стали (температура 880 – 900°С), вторая закалка (неполная) – для получения мартенсита в поверхностном слое (температура 760 – 780°С).
Цементованные стали после закалки обязательно подвергают низкому отпуску при температуре 160 – 180°С.
Цементация с последующей термической обработкой повышает предел выносливости стальных деталей вследствие образования в поверхностном слое остаточных напряжений сжатия и понижает чувствительность к концентраторам напряжений. Цементованная сталь обладает высокой износостойкостью и контактной прочностью.
Азотирование – операция диффузионного насыщения поверхностного слоя стали азотом, которая резко повышает твердость и износостойкость поверхностного слоя, предел выносливости и сопротивление коррозии.
Азотированию подвергают среднеуглеродистые стали, легированные алюминием, хромом, вольфрамом, молибденом, ванадием (38ХЮ, 38ХМЮА,| 38ХВФА), образующие в поверхностных слоях нитриды легирующих элементов.
Детали, прошедшие улучшение (закалку с высоким отпуском), нагревают в среде аммиака до 500 – 520°С и выдерживают 40 – 60 ч. Предварительная термообработка необходима для получения повышенной прочности и вязкости сердцевины изделия. Толщина азотированного слоя 0,3 – 0,6 мм, твердость его HRC 54 – 66. Наиболее высокую твердость имеют стали, легированные алюминием.
Износостойкость и предел выносливости азотированной стали выше, чем цементованной и закаленной. После азотирования проводят шлифование, полирование и доводку деталей.
Нитроцементация – операция диффузионного насыщения поверхностного слоя стали углеродом и азотом в газовой среде, состоящей из науглероживащего газа и аммиака.
Нитроцементация проводится для углеродистых и легированных сталей при температуре 840 – 860°С. Продолжительность операции 4 – 10 ч, глубина слоя 0,2 – 0,8 мм.
После нитроцементации следует закалка стали либо непосредственно из печи с подстуживанием до 825 – 800°С, реже после охлаждения и повторного нагрева. Отпуск – низкий, при температуре 160 – 180°С. Твердость слоя после закалки и отпуска HRC 58 – 64. Структура нитроцементуемого слоя состоит из мелкокристаллического мартенсита, небольшого количества мелких карбонитридов и 25 – 30 % остаточного аустенита. Высокое содержание остаточного аустенита обеспечивает хорошую прирабатываемость деталей. Например, нешлифуемых автомобильных шестерен, что обеспечивает их бесшумную работу. Максимальная прочность нитроцементуемой детали достигается только при оптимальном содержании в поверхностном слое углерода и азота.
Нитроцементацию проводят для деталей сложной формы, склонных к короблению, и по сравнению с газовой цементацией она имеет следующие преимущества: более низкая температура процесса и меньшее коробление изделий; выше сопротивление износу и коррозии. Процесс широко применяется на автотракторных заводах и все больше заменяет газовую цементацию. Например, на ВАЗе 95% деталей, проходящих химико-термическую обработку, подвергают нитроцементации.
Борирование – операция насыщения поверхностного слоя стали бором. Она обеспечивает высокую твердость, износостойкость и устойчивость против коррозии в различных средах. Этой операции можно подвергать любые стали, но углерод и легирующие элементы уменьшают глубину борированного слоя, которая обычно достигает 0,1 – 0,2 мм. В поверхностном слое образуется борид железа, а в подповерхностном – борид железа и альфа-твердый раствор. Твердость поверхности HV 1800 – 2000 (более HRC 72).
Борированию подвергают поверхности штампов для горячей штамповки, детали оборудования нефтяной и химической промышленности. Например, втулки грязевых нефтяных насосов для повышения их устойчивости против абразивного изнашивания.
6.3.2. Диффузионная металлизация
Насыщение поверхности стали элементами-металлами (алюминием, хромом и т. п.) называется диффузионной металлизацией.
Алитирование – операция насыщения поверхности деталей алюминием для повышения их жаростойкости (окалиностойкости). При нагревании на поверхности детали образуется плотная пленка окиси алюминия, которая защищает основной металл от окисления. Жаростойкость алитированных деталей до 850 – 900°С. Твердость поверхности после алитирования возрастает до НВ400 – 450, износостойкость слоя – низкая. Устранение хрупкости и выравнивание содержания алюминия в поверхностном и подповерхностном слоях достигаются диффузионным отжигом при температуре 950 – 1000°С в течение 3 – 5 ч.
Алитированию чаще подвергают детали из низкоуглеродистых, реже среднеуглеродистых, легированных сталей и чугунов (клапаны, лопатки турбин, трубы коллекторов, чехлы термопар и т. п.). Увеличение содержания углерода и легирующих элементов в стали понижает скорость диффузии алюминия, что увеличивает продолжительность процесса и снижает производительность. Эту операцию проводят в твердой, жидкой или газообразной среде. Глубина алитированного слоя 0,15 – 0,45 мм.
Хромирование – операция насыщения поверхностного слоя стали хромом для повышения коррозионной стойкости, жаростойкости, а у средне- и высокоуглеродистых сталей при этом значительно повышаются твердость и износостойкость. Жаростойкость хромированной стали до 800°С. Глубина хромированного слоя 0,05 – 0,20 мм.
Хромируют стали с различным содержанием углерода. С увеличением его содержания диффузия хрома замедляется. При одинаковых режимах (температуре и выдержке) максимальная глубина слоя будет у низкоуглеродистой стали.
Антикоррозионными свойствами во многих средах (морской воде, сернистых и углекислых газах) обладают хромированные слои любых сталей, но более устойчивы они у средне- и высокоуглеродистых, которые хорошо сопротивляются действию 20 %-ной соляной кислоты и 30 – 50 %-ной азотной кислоты.
Хромированию, подвергают детали паросилового оборудования, пароводяной арматуры, a также детали, работающие на износ в агрессивных средах (клапаны, вентили, втулки и т. п.).
Хромированный слой низкоуглеродистой стали – твердый раствор хрома в альфа-железе – обладает низкой твердостью (НВ180 – 200) и высокой пластичностью. Детали можно сгибать, осаживать, т. е. пластически деформировать.
У средне- и высокоуглеродистых сталей хромированный слой состоит преимущественно из карбидов хрома, поэтому его твердость высокая (HV 1200 – 1300) до HRC 72 и превосходит твердость азотированной и цементованной закаленной стали. Слой обладает высокой износоустойчивостью, но и повышенной хрупкостью, что является его основным недостатком.