Производство зеленых анодов производится на индивидуальном рецепте анодной массы, где количество пека снижено до 15%±1, а суммарная шихта сформирована из предварительно подготовленного фракционного состава. В работу смесителя подключается автоматически управляемое подпресовочное устройство, при помощи которого повышается энергия смешения и качество пропитки анодной массы. Заслонки подпрессовочного устройства в зависимости от нагрузки на главный привод смесителя производят перекрытие разгрузочного устройства смесителя, что вызывает подпор анодной массы. Энергия смешения должна составлять не менее 8±1кВт ч/т а.м.
Требования к режимам производства «зеленой» и анодной массам задаются регламентомТР 443.03.04.02 «Технологический режим производства анодной массы и зеленых анодов».
5.5.3 Формовочное устройство
Для брикетирования анодной массы с содержанием пека до 30% используется формовочное устройство рисунок 7.
Данное устройство осуществляет формовку анодной массы в брикеты при продавливании анодной массы через торцевую фильеру. Далее брикеты через водоохлаждаемую течку подаются в ванну конвейера охлаждения заполненную водой, для охлаждения и последующей транспортировки конвейерами в склад анодной массы.

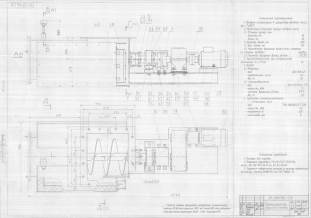
Рисунок 7 – Формовочное устройство
При производстве «зеленой» массыбез брикетирования, формовочное устройство удаляется из зоны выгрузки смесителя (откатывается) и выгрузка массы из смесителя производится непосредственно на транспортные ленточные конвейера.
5.5.4 Ленточный транспортер
Ленточные транспортерыпредназначены для транспортирования анодной или «зеленой» анодной массы. Ленточный транспортёр состоит из приводного и натяжного барабанов. Верхние ролики расположены таким образом, чтобы придать ленте форму жёлоба, снизу находятся поддерживающие ролики. Движение передаётся от электродвигателя и редуктора приводному барабану. Ленточные конвейера и транспортёры предназначены для транспортировки анодной массы. Технические характеристики ленточных транспортёров и конвейеров представлены в таблице 15.
Таблица 15 – Технические характеристики ленточных транспортёров и конвейеров
| Наименование | Ширина ленты, мм | Длина, м | Скорость движения, м/сек | Двигатель, кВт |
| Конвейер №120 | 20,0 | 0,74 | 15,0 | |
| Конвейер №120А | 20,0 | 0,74 | 15,0 | |
| Транспортер №121 | 46,0 | 0,5 | 15,0 | |
| Транспортер №122 | 56,0 | 0,5 | 15,0 | |
| Транспортер №127 | 55,0 | 0,96 | 11,0 | |
| Транспортер №301 | 12,6 | 0,96 | 5,5 | |
| Транспортер №302 | 7,75 | 0,96 | 5,5 | |
| Транспортер №303 | 37,7 | 0,96 | ||
| Транспортер №307 | 9,4 | 0,98 |
Ленточные конвейераобслуживаются согласно «Руководства по техническому обслуживанию ленточных конвейеров».
Склад анодной массы
Хранение анодной массы перед транспортировкой и вовлечением в электролизное производство осуществляется в здании склада павильонного типа, длиной 84 м и шириной 24 м.
Вместимость склада анодной массы составляет 5000 тонн. На опорных колоннах здания склада смонтирован подкрановый путь, склад анодной массы оборудован двумя грейферными кранами грузоподъёмностью 5 тонн каждый.
Склад разделён на четыре отсека для хранения различных типов анодной массы. Анодная масса отгружается со склада через соответствующие каждому отсеку бункера:
– бункера загрузки вместимостью 40 т и отгрузки ёмкостью 4 т для сухой основной анодной массы;
– два бункера отгрузки ёмкостью 10 т каждый для корректировочных типов сухой анодной массы;
– бункер отгрузки ёмкостью 7,5 т для подштыревой анодной массы.