Зубчатые передачи собирают и испытывают обычно на заводе-изготовителе. Редукторы малой и средней мощности отправляют с завода-изготовителя запломбированными. Мощные редукторы, а также открытые пе-редачи с крупными шестернями поступают для монтажа в разобранном виде.
При сборке зубчатых передач необходимо проверить радиальное и торце-вое биение зубчатых колес, межцентровое расстояние, боковой зазор и степень прилегания рабочих поверхностей зубьев.
Радиальное и торцевое биение цилиндрических зубчатых передач прове-ряют на специальных призмах перед установкой или в центрах после насадки на вал. Биение контролируют рейсмусом или индикатором (рисунок 2.3). Для этого между зубьями колеса помещают цилиндрический калибр диаметром 1,68 т (где т – модуль), на который устанавливают ножку индикатора и фикси-руют положение его стрелки. Перекладывая калибр через 2-3 зуба и поворачи-вая вал, определяют разницу в показаниях индикатора для всего зубчатого ко-леса. Эта разница является величиной радиального биения по начальной окружности зубчатого колеса. Торцевое биение проверяют индикатором.
Боковые зазоры в зацеплении цилиндрических зубчатых колес контроли-руют щупом или индикатором (рисунок 2.4). Для этого на валу одного из зуб-чатых колес крепят поводок, конец которого упирается в ножку индикатора, установленного на корпус узла. Другое колесо закрепляют неподвижно фикса-тором. Поводок вместе с валом и колесом поворачивают в одну сторону, затем
в другую (это можно сделать лишь на величину бокового зазора). Разницу в по-
Рисунок 2.3 – Проверка на биение зубчатого колеса,
установленного на валу:
1 – колесо; 2, 4 – индикаторы; 3 – цилиндрический калибр
казаниях индикатора при первом и втором положении зубчатого колеса пере-
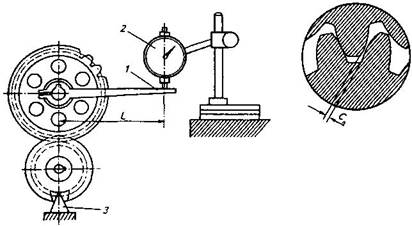
Рисунок 2.4 – Измерение бокового зазора зацепления:
1 –поводок; 2 –индикатор; 3 –фиксаторсчитывают на величину бокового зазора по формуле
сП = CR / L,
где сП – величина бокового зазора, м; С – разница в показаниях индикатора при первом и втором положениях зубчатого колеса, м; R – радиус начальной окружности, м; L – длина поводка, м.
В технических условиях фиксируют наименьший боковой зазор.
Сборку и выверку цилиндрических зубчатых передач с колесами, у кото-рых модуль выше 6 мм, а также конических и червячных передач проводят по методикам, подробно описанным в источнике [1, стр. 152-156].
2.2.9 Выверка ременных и цепных передач [1, 2]
Подготовка ременных передач к монтажу заключается в проверке биения шкивов с помощью рейсмуса или индикатора. Быстроходные шкивы проверяют на сбалансированность. Различают торцевое и радиальное биение шкивов. Для шкивов диаметром 150-600 мм торцевое биение допускается в пределах 0,1-0,4
мм, а радиальное 0,05-0,25 мм. Подробная методика сборки и выверки ремен-ных передач описана в источнике [1, стр. 156-158].
Процесс сборки цепных передач заключается в правильной постановке и закреплении звездочек на валах, надевании и регулировании цепей, проверке параллельности валов и взаимного положения звездочек. Правильность уста-новки звездочек проверяют, контролируя параллельность осей валов и относи-тельное смещение звездочек при параллельных валах. Подробная методика сборки и выверки цепных передач описана в источнике [1, стр. 158-159].
2.2.10 Балансировка вращающихся деталей [1, 2]
Такие крупные детали, как шкивы, маховики, роторы и воздуходувы, вращающиеся с большими скоростями, должны быть хорошо уравновешены во избежание биения, вибрации, нарушения центровки и повышения нагрузки на опорные детали.
Виды неуравновешенности, а также содержание операций статической и динамической балансировки изложены в источнике