Организатор ТрП на РМ должен учитывать, что состав и конструкция организационной оснастки (в отличии от технологической) менее определены и зависят от типа производства, специфики предметов и средств труда, системы обслуживания РМ, санитарно-гигиенических условий труда, эргономики основного оборудования и других факторов. В связи с принятием субъективных решений по организации труда, на одних РМ может ощущаться недостаток, а на других – избыток оргоснастки, что отрицательно сказывается на эффективности труда.
При недостатке, или нерациональной конструкции оргоснастки на РМ неизбежны потери времени из-за ошибочных трудовых движений. Излишек оргоснастки вызывает бесполезные финансовые и материальные затраты. Кроме того, приводит к загромождению РМ, что затрудняет перемещение рабочего и транспортировку предметов труда.
Наиболее простым и достоверным способом оценки оснащенности РМ является сопоставление фактического перечня оборудования, мебели с типовым проектом. На РМ, на которых еще не разработаны типовые проекты, следует определять степень их обеспеченности средствами для размещения и межоперационной транспортировки предметов труда и выявлять возможности для освобождения рабочих от перемещения средств труда. Последнее занимает наибольший удельный вес в общем количестве оргоснастки в многосерийном и единичном производстве – шкафы для приспособлений, тумбочки для инструмента, стеллажи для оснастки, встроенные в основное оборудование лотки и полки, подставки и решетки, планшеты, рамки и стойки для технической документации.
Для размещения предметов труда на РМ применяется: стеллажи, поддоны, подставки, приемные столы тележки и различные виды тары. Специализированная тара используется для хранения и транспортировки деталей и заготовок, к которым предъявляются повышенные требования по сохранности, складированию, чистоте и точности обработки, для чего она оснащается перегородками, стержнями, вкладышами и прокладками. Мерная тара позволяет повысить эффективность труда, вследствие исключения многократных пересчетов деталей и заготовок. Выбор типа и размера тары для каждого РМ производится с учетом размеров и массы предметов труда, способа и частоты подачи на РМ, располагаемой площади и других факторов.
Размеры тары в плане (на виде сверху) должны быть равны общепринятому размеру 1200х800 мм2 или кратный ему (каждый следующий размер получается делением большей или умножением меньшей стороны на 2)
 |
Общее требование к оргоснастке:
1. Обеспечивать минимум затрат времени на выполнение трудовых приемов (за счет рационализаторских предложений, конструкторских разработок и ноу-хау, средств малой механизации и автоматизации).
2. Обладать возможностью трансформации при изменении размеров предметов и средств труда (за счет плавной или дискретной регулировки расстояний между полками и перегородками в стеллажах и шкафах, между роликами в рольгангами, установки ящиков различной высоты).
3. Обладать необходимой устойчивостью, прочностью, надежностью и безопасностью при пользовании.
4. Обеспечивать простоту и низкую стоимость изготовления, ремонта и модернизации (за счет применения унифицированных элементов, сборно-рассборных конструкций).
5. Отвечать требованиям технической эстетики и вписываться в общий интерьер производственного помещения.
6. Соответствовать эргономическим требованиям и антропометрическим данным работающих.
(Размеры производственной мебели смотреть кейс №24 стр. 77).
1. Тележка с поддонами и регулировками по высоте

2. Тумбочка инструментальная
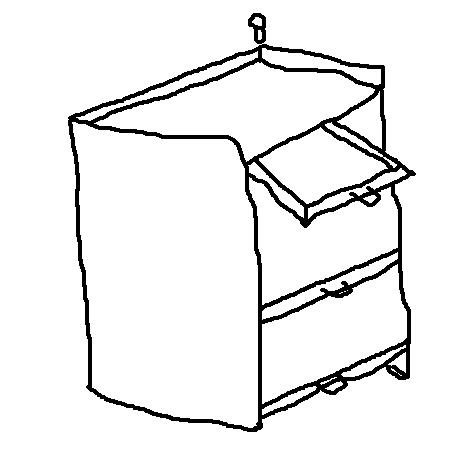
3. Поворотная тумба для метизов
4. Стеллаж для деталей типа «вал» с регулировкой угла наклона

5. Укосина

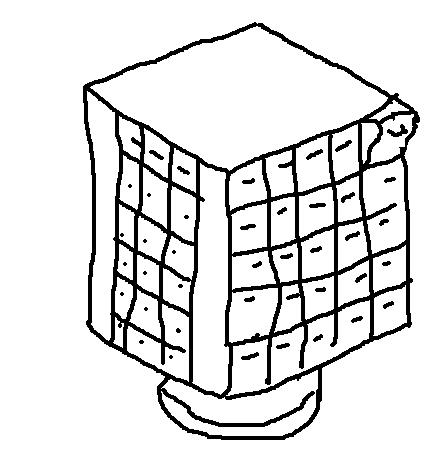
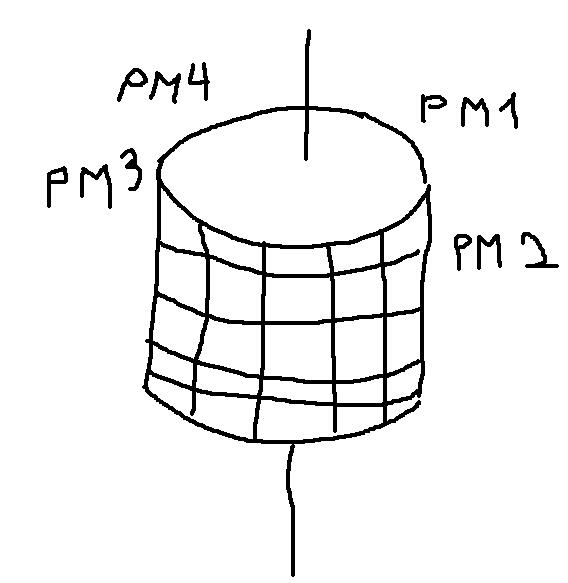
6. Барабан поворотный для сборки изделия на четырех рабочих местах
7.
8. Склиз с накопителем и регулировкой угла наклона
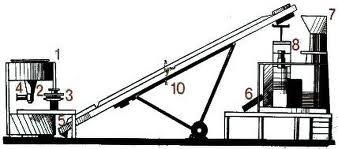
9.
10. Рольганг для корпусных деталей
11. Вибробункер с сепаратором

При проектировании организационной оснастки особое внимание следует уделять разработке и внедрению средств малой механизации РМ, которые обеспечивают попадание предметов труда с конвейера и других средств межоперационного транспорта в рабочую зону и обратно под действием собственного веса (без привлечения источников искусственной энергии): лотки, ограничители, выступы, захваты, зацепы, буртики. Система типовой организационной оснастки разработана на основе унифицированных элементов – каркасов, крышек, платформ, сепараторов, ящиков, столешниц и направляющих, с которых могут быть собраны типовые элементы производственной мебели (инструментальные шкафы и тумбочки, приемные столы и верстаки, стеллажи и бункеры).
Тема 7: Условия труда
Условия труда представляют собой совокупность факторов производственной среды, которые оказывают влияние на работоспособность, здоровье и результаты труда работающих. Различают психофизиологические, санитарно-гигиенические и эстетические условия труда.
Психофизиологические условия труда определяются содержанием и характером ТрП, физической и нервно-психологической нагрузкой, темпом, ритмом, монотонностью действий и движений рабочего. Психофизиологическое обоснование пооперационного разделения труда состоит в том, чтобы устранить монотонность действий и движений, а значит - преждевременное утомление рабочего по связанным с ней причинам.
Длительность элементов ТрП должна находиться в допустимых пределах и содержать разнообразные трудовые приемы, выполнение которых обеспечивает чередование нагрузок на работника. Монотонность ТрП определяемая повторяемостью и длительностью однообразных приемов. должна быть увязана с числом элементов операции (смотреть таблицу 11 на стр. 81 в пособии Глубокий – Борисевич).
В практике ПМ разработаны организационные, технические и психофизиологические мероприятия по снижению отрицательных последствий слишком подробного пооперационного разделения труда:
1. Повышение сложности и содержательности операций за счет их укрупнения (в массовом производстве – при синхронизации операций для обеспечения работы непрерывно поточной линии).
2. Периодическая смена трудовых функций в течение рабочего дня или недели (в рамках профессии, должности).
3. Совмещение профессий, функций и работ (в рамках специальности, квалификации).
4. Рационализация режима труда и отдыха на основе изучения динамики работоспособности.
5. Использование специальной окраски стен или рисунков обоев (это связано с совершенствованием эстетических условий труда).
6. Трансляция функциональной музыки.
В зарубежном ПМ различают три основных подхода к решению проблемы монотонности труда на механосборочных производствах – шведский, немецкий и японский методы.
В соответствии со шведским методом конвейерная сборка ликвидируется и вместо нее применяется полустендовая групповая схема работы. Весь производственный процесс (например, сборки автомобиля) разбивается на укрупненные операции, выполнение которых поручается специализированной группе. Рабочее пространство каждой группы отгорожено от остальных, а само здание сборочного производства в плане имеет многоугольную форму.
 |  |  |
Между рабочими пространствами групп предусмотрены буферные зоны с накоплением заделов, чтобы можно было плавно регулировать темп работы. Благодаря многоугольной формы здания, увеличивается площадь остекления стен, за счет чего обеспечивается лучшая освещенность РМ в дневное время и создается впечатление, что каждая группа работает в отдельном помещении. Это впечатление усиливается и тем, что у каждой группы свой вход и выход, гардероб, душевая комната и прочие удобства.
 Несмотря на высокую технико-экономическую эффективность конвейерное производство отрицательно сказывается на психофизиологическом состоянии работников. Отрицательные последствия можно снизить за счет создания условий для профессионального общения и обучения новых работников, а также буферных зон и устройство буферной связи. Так происходит при использовании немецкого метода. Конвейер до применения немецкого метода
Несмотря на высокую технико-экономическую эффективность конвейерное производство отрицательно сказывается на психофизиологическом состоянии работников. Отрицательные последствия можно снизить за счет создания условий для профессионального общения и обучения новых работников, а также буферных зон и устройство буферной связи. Так происходит при использовании немецкого метода. Конвейер до применения немецкого метода


Конвейер после применения


кружок – основные РМ
ромбик – резервные РМ
прямоугольничек – устройства гибкой связи между РМ (накопители заделов).
Японский метод заключается в том, что каждое РМ оснащается кнопкой для остановки конвейера теми работниками, которые не успевают качественно выполнить операцию или проявляют явные признаки переутомления.Если конвейер не останавливается, то нормировщики считают, что нормы времени на операции завышены, или при их выполнении не уделяется должное внимание к качеству. Поэтому устанавливается также норма простоя конвейера, напр., не более 30, но не менее 20 минут в смену. Каждые 2 часа рабочие на конвейере меняются РМ с целью ротаций и снижения утомляемости. Кроме того с целью моральной мотивации труда и снятия психологического напряжения планировка конвейера такова, чтобы рабочие могли видеть конечный продукт, сходящий с поточной линии.
Основным мероприятием по снижению утомляемости при любой системе является рационализация режима труда и отдыха. При этом нормировщики исходят из учета фазы врабатываемости (I), фазы устойчивой работоспособности (II), фазы снижения работоспособности (III), фазы прогрессирующего утомления (IV).
Изменение работоспособности в течение полусмены

После введения заблаговременных перерывов
Нормировщик должен руководствоваться принципом – снижение работоспособности легче предотвратить, чем её восстановить. Исходя из этого начала перерывов смещают влево по шкале времени на 12-15 минут с таким расчетом, чтобы их окончание совпали с прежними границами фаз.
Производительность труда теперь поддерживается на достаточно высоких уровнях QIII' и QIV', работник заканчивает полусмену с устойчивым ритмом без проявления признаков переутомления.
Санитарно-гигиенические условия труда см. стр.91-96, кейс 29-30 (!).
Мероприятия по снижению шума и вибрации от пресса ударного действия (рисунок).