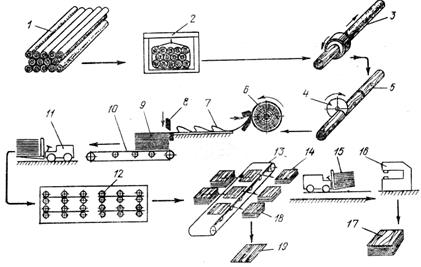
 Склад сырья
Склад сырья

Общая площадь склада
где Е – количество сырья, хранящееся на складе, м3;
Н – средняя высота штабеля, м;
Кш – коэффициент заполнения штабеля;
Кп – коэффициент использования площади склада;
е – удельная вместимость склада, м3.
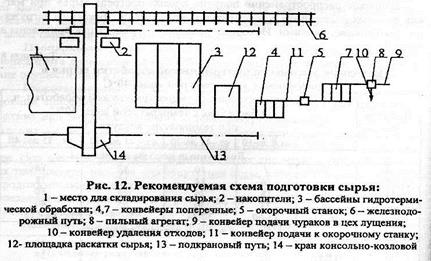
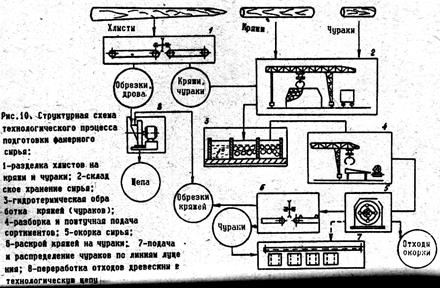
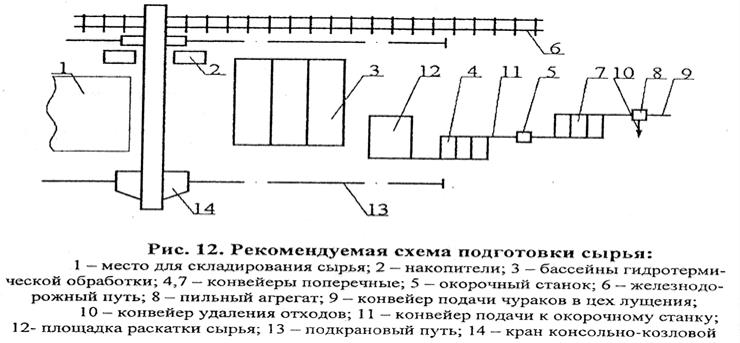
Подготовка фанерного сырья
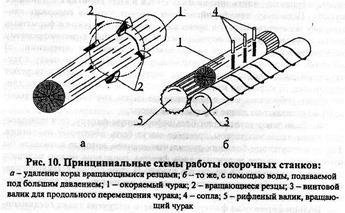
 Окорка сырья
Окорка сырья
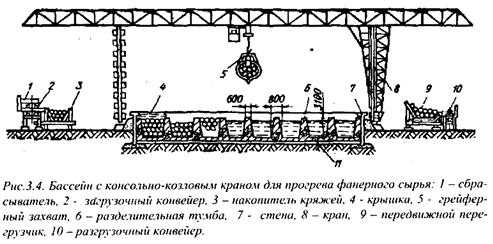
ГТО в бассейнах открытого типа
ГТО в бассейнах закрытого типа
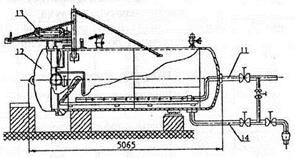
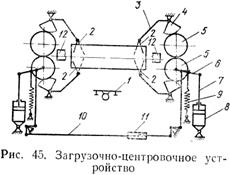
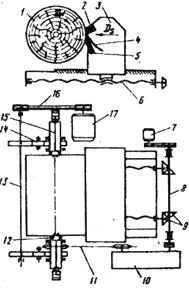
ГТО в автоклавах
11 – паропровод;
12 - крышка автоклава;
13 – механизм отвода крышки;
Спускная труба.
Фактическая продолжительность прогрева
Рп = РтКпКдКх,
где Рт – табличное значение продолжительности прогрева, ч;
Кп – коэффициент породы древесины (сосна, кедр, ель – 1,0; лиственница – 1,2);
Кд – коэффициент, учитывающий способ доставки (для сплавного сырья – 1,2; для доставки железной дорогой – 1,0);
Кх – коэффициент, учитывающий способ хранения (дождевание, водное хранение – 1,0; влагозащитные замазки – 1,2; плотная укладка более 2 мес. – 1,4).
Изготовление лущеного шпона
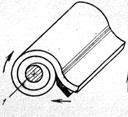 Лущение шпона
Лущение шпона
Чураку сообщается вращательное,
А режущему инструменту – поступательное движение
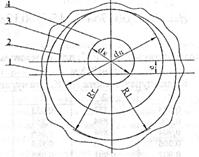
1- зона рванины;
2- зона длинных кусков;
3- зона форматного шпона;
Зона карандаша
Качество получаемого шпона определяется
- сортом используемого сырья (основным пороком, определяющим качество шпона, являются сучки, поэтому из периферийной зоны чурака, где почти нет сучков, получают шпон наивысшего качества);
 - состоянием лущильного станка (изношенное и неправильно налаженное оборудование, излишне сильный зажим чурака в шпинделях провоцирует образование большого количества трещин);
- состоянием лущильного станка (изношенное и неправильно налаженное оборудование, излишне сильный зажим чурака в шпинделях провоцирует образование большого количества трещин);
 - подготовкой чураков (некачественная гидротехническая подготовка);
- подготовкой чураков (некачественная гидротехническая подготовка);
- квалификацией обслуживающего персонала (нарушение рекомендуемых режимов лущения, неправильный прием ленты шпона от лущильного станка).
Часто встречающиеся дефекты лущеного шпона
Ø несоответствие толщины шпона заданному размеру;
Ø колебания толщины по длине и толщине ленты шпона;
Ø значительная шероховатость поверхности;
Ø 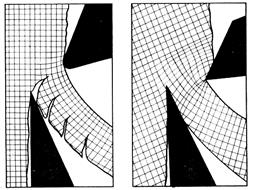 трещины на одной стороне шпона.
трещины на одной стороне шпона.
Пути увеличения выхода шпона
ü более полное использование кускового шпона;
ü лущение чураков до минимально возможного диаметра;
ü улучшение базирования чураков между шпинделями лущильного станка.
Обжим шпона
 без обжима с обжимом
без обжима с обжимом
Прижимной линейкой роликом струей воздуха
Основные показатели режима лущения
§ Температурно-влажностное состояние древесины, оказывающее существенное влияние на процесс лущения и качество получаемого шпона, т.к. с их увеличением улучшается ее пластичность.
§ Угловые параметры резания зависящие от заточки лущильного ножа, его положения относительно чурака
·  углы заточки (β) и резания ножа (β+α), задний угол (α),
углы заточки (β) и резания ножа (β+α), задний угол (α),
· углы заточки и обжима прижимной линейки,
· радиус закругления кромки,
· высота установки линейки,
· угол между ножом и линейкой.
Лущильные станки
· легкие - для чураков длиной до 900 мм, диаметром до 700 мм;
· средние - для чураков длиной до 1900 мм, диаметром до 800 мм (отечественные - ЛУ17-3, ЛУ17-4, ЛУ17-10, финские фирмы «Рауте» 2HV-66, FV-66 и др.);
·  тяжелые - для чураков длиной свыше 1900 мм, диаметром свыше 800 мм (финские станки фирмы «Рауте» - 2HV-78, 2HV-102VККТ и др.)
тяжелые - для чураков длиной свыше 1900 мм, диаметром свыше 800 мм (финские станки фирмы «Рауте» - 2HV-78, 2HV-102VККТ и др.)