Центробежные
 На дисковых станках получают высококачественную плоскую стружку, идущую на наружные слои трехслойных плит. Такие станки требуют проведение подготовки сырья и обеспечивают высокую производительность только при измельчении круглых лесоматериалов.
На дисковых станках получают высококачественную плоскую стружку, идущую на наружные слои трехслойных плит. Такие станки требуют проведение подготовки сырья и обеспечивают высокую производительность только при измельчении круглых лесоматериалов.
Стружечные станки с ножевым валом позволяют получать также высококачественную стружку. Они предназначены, как и дисковые станки, для переработки круглых лесоматериалов и обрезков досок, однако их производительность выше, чем у дисковых станков, а затраты труда примерно одинаковы.
Фрезерные станки способны измельчать древесину без предварительной ее разделки по длине, однако качество получаемых стружек ниже, чем у станков с ножевым валом. Поэтому эта стружка идет на формирование внутреннего слоя.
Центробежные станки измельчают щепу и мелкокусковые отходы, поэтому получаемая стружка неравномерна по толщине и идет на внутренний слой плиты.
Повторное измельчение стружки
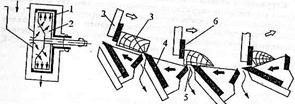
Стружка, получаемая на стружечных станках из круглых лесоматериалов, имеет различную ширину (до 40 мм). С целью получения кондиционных частиц ее дробят методом ударного измельчения на молотковых (а) и лопастных дробилках или зубчато-ситовых мельницах (б).
 Молотковая дробилка оборудована ротором с 14-тью дисками. Частота вращения ротора 850 мин-1. В нижней части машины установлены сменные сита. Для получения более качественных волокнистых частиц и уменьшения образования пыли влажность стружки должна быть ≥ 30 %.
Молотковая дробилка оборудована ротором с 14-тью дисками. Частота вращения ротора 850 мин-1. В нижней части машины установлены сменные сита. Для получения более качественных волокнистых частиц и уменьшения образования пыли влажность стружки должна быть ≥ 30 %.
Более высококачественные частицы получают на зубчато-ситовых мельницах, ротор и барабан которых вращаются навстречу друг другу, размалывая стружку.
Транспортировка древесных частиц
может производиться с помощью:
- ленточных конвейеров, отличающиеся простотой конструкции и эксплуатации, экономичностью и надежностью, а также возможностью работы только в горизонтальном положении или под небольшим углом (до 30°С);
- скребковых конвейеров, способные работать как под большим углом, так и в вертикальном положении, а также обеспечивающие возможность разгрузки и загрузки материала в любом месте конвейера и доизмельчение частиц;
- винтовых конвейеров используют для дозирования и перемещения частиц в любом положении;
- пневматических устройств (пневмотранспорта) широко применяются в цехах ДСтП, хотя расходуют в 2…3 раза больше электроэнергии, создают сквозняки и шум.
Хранение древесных частиц
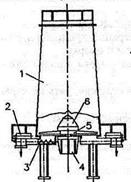
 Горизонтальные бункера в настоящее время из-за недостаточной вместимости и большой занимаемой площади заменяются на вертикальные.
Горизонтальные бункера в настоящее время из-за недостаточной вместимости и большой занимаемой площади заменяются на вертикальные.
Вертикальные бункера представляют собой емкости в форме усеченного конуса, куда через верхний люк засыпается измельченный материал и равномерно распределяется с помощью потолочных конвейеров с вилками и скребками и нижними ворошителями (наклонными винтовыми конвейерами или роторами с лопостями).
Сушка древесных частиц
При формировании однослойных плит влажность стружки должна составлять 3…5%. Влажность частиц наружных слоев многослойных плит должна быть несколько выше (4…6%), чем у внутренних (2…4%), удаление влаги из которых крайне затруднено. Поэтому стружка для наружного и внутреннего слоев высушивается в различных потоках.
Сушильные агрегаты выбирают в зависимости
· от вида стружек;
· начальной и конечной влажности древесины;
· вида и параметров агента сушки;
· объема производства плит.
По способу передачи тепла сушильные агрегаты бывают контактные и конвективные.
Теплоносителем в контактных сушилках является вращающийся ротор-мешалка, состоящий из пучка труб, в которые подаются пар или горячая вода. Такие сушилки отличаются низкой производительностью, истиранием стружек, осмолением труб ротора-мешалки, что снижает теплопередачу.
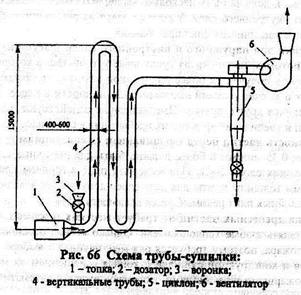
Широко используемые конвективные сушилки бывают с пневматическим и механическим перемещением струже к в процессе сушки.
Сушка с пневматичес-ким перемещением частиц используются в комбиниро-ванных сушилках, в которых применяют оба способа или передачи тепла, или перемещения частиц. Такие сушилки не обеспечивают равномерной влажности частиц, т.к. не возможно регулировать про-должительность процесса, поэтому используются для предварительной сушки стружек до влажности 30…35%.
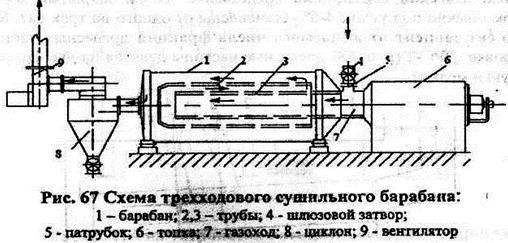
 Многооборотные барабанные сушилки лишены данных недостатков. Сырая стружка перемещается топочными газами с небольшой скоростью во вращающемся сушильном барабане, в котором также размещены жаровые трубы. Для повышения коэффициента заполнения барабана (до 35%) барабанные сушилки устанавливают с уклоном 2…3° в сторону, противоположную направлению перемещения частиц. Регулировка процесса сушки осуществля-ется за счет измене-ния скорости подачи сырой стружки, а контроль за процес-сом – по температуре топочных газов на выходе из сушилки (должна быть 100…110°С).
Многооборотные барабанные сушилки лишены данных недостатков. Сырая стружка перемещается топочными газами с небольшой скоростью во вращающемся сушильном барабане, в котором также размещены жаровые трубы. Для повышения коэффициента заполнения барабана (до 35%) барабанные сушилки устанавливают с уклоном 2…3° в сторону, противоположную направлению перемещения частиц. Регулировка процесса сушки осуществля-ется за счет измене-ния скорости подачи сырой стружки, а контроль за процес-сом – по температуре топочных газов на выходе из сушилки (должна быть 100…110°С).
Сортировка стружки
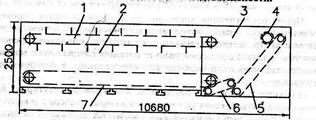
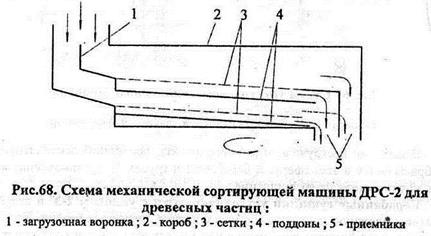
Механическая сортировочная машина представляет собой закрытый короб, в котором под небольшим углом (4…6°С) установлены сита. Количество сит зависит от необходимого числа фракций древесных частиц. Короб совершает круговые движения в горизонтальной плоскос-ти с частотой 150…180 мин-1. Недостаток таких сортировок – невозмож-ность изменения фракци-онного частиц во время работы машины.
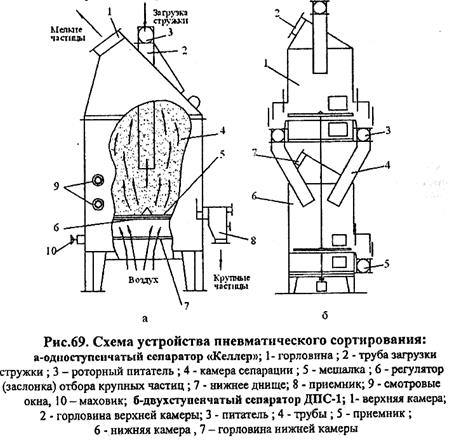
В пневматических сепараторах сортировка осуществляется за счет того, что воздушный поток захватывает мелкие частицы и выносит из сепаратора. Крупные частицы оседают и удаляются мешалкой.
В двухступенчатых сепараторах разделение происходит на 3 фракции. Недостаток сепараторов – большой расход энергии.