Ø от скорости подачи воздуха (как правило, близка к скорости звука);
Ø вязкости клея (желательно 40 с по ВЗ-4);
Ø соотношения между клеем и воздухом (обычно 1:3);
Ø расстояния до поверхности шпона.
Способ предполагает нанесение клея на одну или две стороны шпона и характеризуется большими потерями (до 40%) вследствие туманообразования.
Сушка шпона с нанесенным клеевым слоем
С целью получения непористого сплошного слоя некоторые клеи на основе фенолоформальдегидных смол (С-1, СФЖ-3011), обеспечивающих высокое качество склеивания, необходимо подсушивать после их нанесения на поверхность шпона.
Шпон с нанесенным клеем сушат до влажности 10 ± 2 % в конвейерных сушилках, камера которых разделена на 3 части: в первых 2-х проходит собственно сушка, а в 3-ей – охлаждение.
Сборка пакетов шпона
Пакет фанеры, как правило, состоит из нечетного количества листов шпона.
 При сборке соблюдают правило симметрии: листы шпона, симметрично расположенные по отношению к центральной части пакета, должны иметь одинаковые породу, влажность, толщину и направление волокон.
При сборке соблюдают правило симметрии: листы шпона, симметрично расположенные по отношению к центральной части пакета, должны иметь одинаковые породу, влажность, толщину и направление волокон.
Листы шпона должны своими лучшими сторонами быть обращены наружу.
Сортность листов шпона, идущих на наружные и внутренние слои, должны соответствовать требованиям ГОСТ.
При использовании шпона хвойных пород листы из заболонной древесины идут на наружные слои, а из ядровой – на внутренние. В случае формирования пакетов из шпона лиственных и хвойных пород, последние лучше укладывать внутрь.
Требования к операции сборки
- соблюдение правил формирования пакетов;
- недопущение взаимных сдвигов листов шпона в пакете;
- низкие затраты труда;
- высокая производительность.
Сборка пакетов
1) 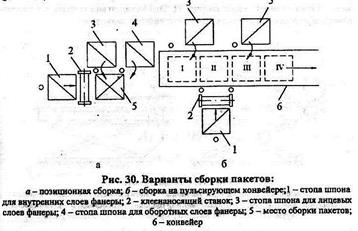 позиционным способом на стационарном рабочем месте с последовательным укладыванием листов шпона;
позиционным способом на стационарном рабочем месте с последовательным укладыванием листов шпона;
2) на конвейере, который перемещает уложенные на нем листы шпона от одного рабочего места к другому.
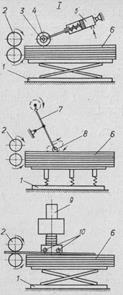
Питатели
Питатель в виде колеса с резиновым пневматическим ободом при движении вперед от пневмоцилиндра сдвигает лист шпона за счет трения, при обратном ходе поршня колесо катится по листу. Устанавливают не менее 2-х питателей по ширине листа перед клеенаносящим станком и в линиях сборки пакетов. Они просты по конструкции и надежны.
Листы шпона подпружиненного стола сдвигаются обрезиненным невращающимся роликом питателя, закрепленным на конце подвижного рычага. Недостаток питателя – часто сдвигаются сразу 2 листа шпона.
Питатель за счет вакуума поднимает и сдвигает лист шпона к вальцам.
Перекладчики
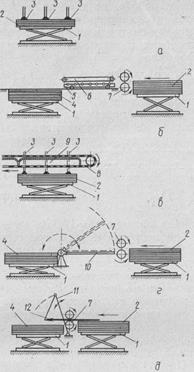 а) Вакуумный перекладчик высокого разряжения имеет несколько рядов присосок, равномерно распределенных по площади листа шпона. Применяется, главным образом, для переноса сухих листов шпона.
а) Вакуумный перекладчик высокого разряжения имеет несколько рядов присосок, равномерно распределенных по площади листа шпона. Применяется, главным образом, для переноса сухих листов шпона.
б) Для укладки листов с нанесенным клеем используется перекладчик, у которого рабочим органом является каретка, совершающая возвратно-поступательное движение. Для снятия с нее шпона в момент обратного хода каретки включается верхний конвейер, скорость перемещения которого соответствует скорости каретки. Недостатки – большие габариты и необходимость холостого хода.
в) Ленточный перекладчик подъем и перемещение листов производит с помощью вакуумных присосок, расположенных между рядами перфорированных лент по всей площади листа. Прост по конструкции, надежен в работе и не имеет обратного хода.
г) Вилочный перекладчик, имеющий механизм поворота, используется для переноса как намазанных, так и не намазанных клеем листов шпона в линии сборки пакетов. Отличается простотой конструкции, надежностью, но требует дополнительных площадей.
 д) Рычажный механизм используется для приема из подающих вальцов или клеенаносящих станков листов шпона и укладки их в стопу.
д) Рычажный механизм используется для приема из подающих вальцов или клеенаносящих станков листов шпона и укладки их в стопу.