сухим горячим способом в многоэтажных прессах
:
а) склеивание по несколько листов фанеры толщиной до 8 мм в рабочем просвете пресса при постоянном рабочем давлении (максимальная толщина пакетов в одном промежутке пресса не может быть больше 18 мм) имеет ряд недостатков: не обеспечивается равномерный и достаточный прогрев как по площади, так и по толщине пакета;
б) склеивание по одному листу фанеры толщиной более 6 мм в просвете пресса при постоянном давлении характеризуется симметричностью упрессовки и меньшей покоробленностью листов;
в) склеивание по одному листу фанерных плит толщиной более 18 мм с охлаждением плит пресса имеет ряд преимуществ: симметричный нагрев каждого листа, одинаковая влажность и упрессовка наружных листов, более низкая упрессовка в целом всего листа фанеры.
Упрессовка фанеры
Разница между начальными и конечными размерами склеиваемого материала, приведенная к его начальному размеру, называется упрессовкой и выражается в процентах.

,
где ΣSш – толщина пакета шпона до склеивания, мм;
Sф – толщина фанеры, мм.
Величина упрессовки
зависит от
- величины и продолжительности воздействия давления прессования;
- породы древесины (у хвойного шпона упрессовка на 30…50% больше, чем у лиственного);
- температуры и влажности шпона;
- используемого клея (фенолоформальдегидные больше увлажняют, чем КФ);
- толщины шпона и пакета фанеры (неравномерность нагрева по толщине провоцирует различную (до 6%) упрессовку наружных и внутренних слоев);
- положения листов шпона относительно плит пресса и т.д.
 Упрессовка играет как положительную, так и отрицательную роль. Так при производстве бакелизированной фанеры, имеющей улучшенные физико-механические свойства, необходима упрессовка от 30 до 35%. При изготовлении фанеры общего назначения большая упрессовка приводит к безвозвратным потерям (до 20%).
Упрессовка играет как положительную, так и отрицательную роль. Так при производстве бакелизированной фанеры, имеющей улучшенные физико-механические свойства, необходима упрессовка от 30 до 35%. При изготовлении фанеры общего назначения большая упрессовка приводит к безвозвратным потерям (до 20%).
Снизить упрессовку возможно за счет
- однопакетного способа склеивания;
- использование переменного давления прессования;
- использование прессов, обеспечивающих равномерное распределение давления и хороший контакт между шпоном и клеем (вакуумные прессы не дают упрессовку).
Послепрессовая обработка фанеры
предполагает выполнение следующих операций:
Охлаждение фанеры,
Обрезка кромок,
Сортировка,
Починка,
Шлифование,
Упаковка
Охлаждение фанеры
после горячих прессов производят с целью снижения температуры и влажности листов, а, следовательно, для снятия внутренних наряжений, при использовании клеев, значительно увлажняющих древесину (белковых), а также для удаления интенсивно выделяющегося формальдегида (у карбомидоформальдегидных клеев). Для ускорения процесса используют веерные или конвейерные охладители.
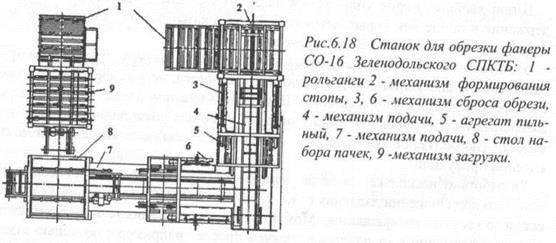
Обрезка кромок
необходима для их выравнивания и обеспечения прямоугольности и отклонение размеров ± 5 мм, выполняется на круглопильных станках или многопильных агрегатах.
Сортировку фанеры
производят в 3 стадии:
а) предварительная сортировка фанеры на экспортную, общего назначения и на отправляемую на переобрез;
б) сортировка экспортной фанеры;