| Рабочие места | Рабочие | Количество единиц обслуживаемого оборудования | Форма организации труда | Сменность работы | Совмещаемая функция (профессия) | Форма оплаты труда, показатели и условия премирования | |||||
| № п/п | Наименование | Число | Номер поста на планировке | Профессия | Разряд | Численность на рабочем месте | |||||
| Обслуживание кузова, кабины, оперения | Слесарь по ремонту автомобилей | 3;2 | Бригадная | Устанавливается руководителями предприятий по согласованию с Комитетом профсоюза в соответствии с Типовым положением (постановление Госкомтруда СССР и Секретариата ВЦСПС от 14.12.1972 г. №322/34) | |||||||
| Обслуживание сцепления, ручного тормоза, карданной передачи | Слесарь по ремонту автомобилей | Бригадная | |||||||||
| Обслуживание тормозной системы | Слесарь по ремонту автомобилей | Бригадная | |||||||||
| Смазка и заправка автомобиля | Заправщик | Бригадная | Смазчик | ||||||||
| Смазчик | 2;3 | Бригадная | Заправщик |
Рабочие места
В зоне технического обслуживания автомобилей (ТО - 1) предусмотрено 8 рабочих мест.
Состав применяемого оборудования по видам и рабочим местам.
Рабочее место № 1
Обслуживание системы смазки, охлаждения, питания.
Слесарь по ремонту автомобилей должен:
проверить осмотром герметичность систем смазки, охлаждения двигателя и крепления на нем приборов, устранить неисправности;
проверить осмотром состояние трубопроводов системы питания и герметичность их соединений, устранить неисправности;
проверить присоединение тяги к рычагу дросселя и троса к рычагу воздушной заслонки. Проверить действия привода и полноту закрывания и открывания воздушной заслонки карбюратора;
|
|
проверить действие стеклоочистителя и крепление зеркал заднего вида.
Таблица 52. Организационная и технологическая оснастка, инструмент, производственная тара и емкости
| № п/п | Наименование | Тип или модель | Завод-изготовитель | Количество |
| Комплект инструмента автомеханика | И - 132 | Казанский ОЭЗ «АСО» | ||
| Комплект ключей открытых двусторонних | И-105М-1 | Казанский завод «АСО» | ||
| Прибор для проверки выхлопных газов на содержание % СО | СН № - 1120 | Производство Польской Народной Республики | ||
| Стол бригадира | - | - | ||
| Стул | - | - |
Продолжение таблицы 52. Организационная и технологическая оснастка, инструмент, производственная тара и емкости
| № п/п | Наименование | Тип или модель | Завод-изготовитель | Количество |
| Шкаф секционный для приборов, технологической оснастки и инструментов | - | Собственного изготовления | ||
| Стеллаж-вертушка для запасных частей и нормалей | - | Собственного изготовления | ||
| Ларь для обтирочных материалов | - | Собственного изготовления | ||
| Ящик для негодных деталей | - | Собственного изготовления |
Таблица 52. Подъемно-транспортное и вспомогательное оборудование
| № п/п | Наименование | Тип или модель | Завод-изготовитель | Количество |
| Конвейер для перемещения автомобилей | Загорский ОЭЗ «АСО» |
Рабочее место № 2
Обслуживание системы электрооборудования.
|
|
Слесарь по ремонту автомобилей должен:
проверить крепление кронштейнов, установку и действие фар;
проверить натяжение приводного ремня генератора, смазать подшипники генератора и вал прерывателя-распределителя;
проверить действие звукового сигнала, ламп щитка приборов, подфарников, указателей поворотов, заднего фонаря и стоп-сигнала;
очистить аккумуляторную батарею, проверить крепление и надежность контакта наконечников проводов с ее клеммами;
проверить уровень электролита, при необходимости долить дистиллированную воду.
Таблица 54.Технологическое оборудование
| № п/п | Наименование | Тип или модель | Завод-изготовитель | Количество |
| Прибор для проверки установки фар | К-303 | Новгородское ПО «АСО» | ||
| Комплект приборов и инструментов для обслуживания аккумуляторных батарей | Э-401 | Новгородское ПО «АСО» | ||
| Прибор для проверки автомобильного электрооборудования | Э-214 | Новгородское ПО «АСО» |
Таблица 55. Организационная и технологическая оснастка, инструмент, производственная тара и емкости
| № п/п | Наименование | Тип или модель | Завод-изготовитель | Количество |
| Комплект инструментов для технического обслуживания электрооборудования | Казанский ОЭЗ «АСО» | |||
| Бачок с дистиллированной водой | - | Собственного изготовления | ||
| Масленка | - | Собственного изготовления | ||
| Линейка мерная | 200мм | - | ||
| Шкаф секционный для приборов, технологической оснастки и инструментов | - | Собственного изготовления | ||
| Стеллаж-вертушка для запасных частей и нормалей | - | Собственного изготовления | ||
| Стол-тележка электрика | Гипроавтотранс (разработчик) | Собственного изготовления | ||
| Ларь для обтирочных материалов | - | Собственного изготовления | ||
| Ящик для негодных деталей | - | Собственного изготовления |
|
|
Рабочее место № 3
Обслуживание рамы, подвески, колес, шин.
Слесарь по ремонту автомобилей должен:
Проверить осмотром состояние рамы, рессор, предрессорников, амортизаторов;
Укрепить стремянки, пальцы рессор и гайки колес;
Проверить состояние шин, давление воздуха в них и при необходимости довести до нормы. Застрявшие в протекторе, боковинах и между сдвоенными шинами камни, гвозди, стекла и прочее удалить;
Проверить величину люфта в подшипниках передних колес.
Таблица 56.Технологическое оборудование
| № п/п | Наименование | Тип или модель | Завод-изготовитель | Количество |
| Гайковерт для гаек колес | И-318 | Гремячинский з-д «АСО» | ||
| Гайковерт для гаек стремянок | И-313 | Читинский з-д «АСО» | ||
| Колонка воздухораздаточная автоматическая | С-401 | Бежецкий з-д «АСО» | ||
| Манометр шинный | Читинский з-д «АСО» |
Таблица 57. Организационная и технологическая оснастка, инструмент, производственная тара и емкости
| № п/п | Наименование | Тип или модель | Завод-изготовитель | Количество |
| Комплект ключей гаечных накидных | 2336М-1 | Казанский ОЭЗ «АСО» | ||
| Комплект ключей открытых двусторонних | И-105М-1 | Казанский ОЭЗ «АСО» | ||
| Комплект инструмента автомеханика | И-132 | Казанский ОЭЗ «АСО» | ||
| Кувалда | 2 кг | Казанский ОЭЗ «АСО» | ||
| Ключ для гаек стремянок | - | Казанский ОЭЗ «АСО» | ||
| Ключ баллонный с монтажной лопаткой | 535М | Казанский ОЭЗ «АСО» | ||
| Шкаф секционный для приборов, технологической оснастки и инструментов | - | Собственного изготовления | ||
| Стеллаж-вертушка для запасных частей и нормалей | - | Собственного изготовления | ||
| Ларь для обтирочных материалов | - | Собственного изготовления | ||
| Ящик для негодных деталей | - | Собственного изготовления |
Таблица 58. Подъемно-транспортное оборудование
| Наименование | Тип или модель | Завод-изготовитель | Количество |
| Подъемник 2-плунжерный электрогидравлический | Грозненский ОЭЗ «АСО» |
Рабочее место № 4
Обслуживание рулевого управления и переднего моста.
Слесарь по ремонту автомобилей должен:
проверить люфт рулевого колеса и в шарнирах рулевых тяг;
проверить крепление рулевой сошки;
проверить шплинтовку гаек шаровых пальцев, тяг, рычагов поворотных цапф и устранить неисправности.
Таблица 59.Технологическое оборудование
| № п/п | Наименование | Тип или модель | Завод-изготовитель | Количество |
| Прибор для проверки рулевого управления | К-187 | Казанский ОЭЗ «АСО» | ||
| Прибор для проверки шнековых соединений | Т-1 | НИИАТ | ||
| Прибор для определения зазора в подшипниках червяка | Т-3 | КазНИПИАТ |
Таблица 59. Организационная и технологическая оснастка, инструмент, производственная тара и емкости
| № п/п | Наименование | Тип или модель | Завод-изготовитель | Количество |
| Комплект ключей открытых двусторонних | И-105М-1 | Казанский ОЭЗ «АСО» | ||
| Комплект инструмента автомеханика | И-132 | Казанский ОЭЗ «АСО» | ||
| Молоток | 2,0 кг | Казанский ОЭЗ «АСО» | ||
| Ключи специальные | И-106-1 | Казанский ОЭЗ «АСО» | ||
| Шкаф секционный для приборов, технологической оснастки и инструментов | - | Собственного изготовления | ||
| Стеллаж-вертушка для запасных частей и нормалей | - | Собственного изготовления | ||
| Ларь для обтирочных материалов | - | Собственного изготовления | ||
| Ящик для негодных деталей | - | Собственного изготовления |
Рабочее место № 5
Обслуживание кузова, кабины, оперения.
Слесарь по ремонту автомобилей должен:
проверить состояние кузова, кабины, стекол, оперения, номерных знаков, окраски, исправность механизмов дверей и запоров бортов платформы;
проверить крепление крыльев и брызговиков колес;
проверить крепление платформы к раме автомобиля.
Таблица 60. Организационная и технологическая оснастка, инструмент, производственная тара и емкости
| № п/п | Наименование | Тип или модель | Завод-изготовитель | Количество |
| Комплект ключей открытых двусторонних | И-105М-1 | Казанский ОЭЗ «АСО» | ||
| Комплект ключей гаечных | 2336М-1 | Казанский ОЭЗ «АСО» | ||
| Молоток | 2,0 кг | - | ||
| Комплект инструмента автомеханика | И-132 | Казанский ОЭЗ «АСО» | ||
| Ключ торцевой | И-106-1 | Казанский ОЭЗ «АСО» | ||
| Шкаф секционный для приборов, технологической оснастки и инструментов | - | Собственного изготовления | ||
| Стеллаж-вертушка для запасных частей и нормалей | - | Собственного изготовления | ||
| Ларь для обтирочных материалов | - | Собственного изготовления | ||
| Ящик для негодных деталей | - | Собственного изготовления |
Рабочее место № 6
Обслуживание сцепления, ручного тормоза, карданной передачи.
Слесарь по ремонту автомобилей должен:
проверить оттяжную пружину и свободный ход педали сцепления и при необходимости отрегулировать;
проверить крепление двигателя к раме и при необходимости закрепить;
закрепить карданный вал;
проверить исправность привода и действие ручного тормоза и при необходимости произвести регулировку.
Таблица 61. Организационная и технологическая оснастка, инструмент, производственная тара и емкости
| № п/п | Наименование | Тип или модель | Завод-изготовитель | Количество |
| Комплект ключей открытых двусторонних | И-105М-1 | Казанский ОЭЗ «АСО» | ||
| Комплект ключей гаечных | 2336М-1 | Казанский ОЭЗ «АСО» | ||
| Линейка специальная | - | Собственного изготовления | ||
| Комплект инструмента автомеханика | И-132 | Казанский ОЭЗ «АСО» | ||
| Шкаф секционный для приборов, технологической оснастки и инструментов | - | Собственного изготовления | ||
| Стеллаж-вертушка для запасных частей и нормалей | - | Собственного изготовления | ||
| Ларь для обтирочных материалов | - | Собственного изготовления | ||
| Ящик для негодных деталей | - | Собственного изготовления |
Рабочее место № 7
Обслуживание тормозной системы.
Слесарь по ремонту автомобилей должен:
Проверить состояние и герметичность трубопроводов тормозной системы и при необходимости устранить утечку воздуха или тормозной жидкости;
Проверить шплинтовку пальцев штока тормозных камер пневматического привода тормозов, величину свободного и рабочего хода педали тормоза у автомобилей с гидравлическим приводом тормозов, при необходимости устранить неисправности;
Проверить состояние привода главного тормозного цилиндра или тормозного крана. Проверить уровень жидкости в главном тормозном цилиндре и при необходимости долить;
Произвести регулировку зазора между накладками тормозных колодок и тормозными барабанами.
Таблица 62. Организационная и технологическая оснастка, инструмент, производственная тара и емкости
| № п/п | Наименование | Тип или модель | Завод-изготовитель | Количество |
| Бак для заправки тормозной жидкостью | Череповецкий завод «АСО» | |||
| Приборы для регулировки тормозов с пневмо и гидроприводами | Т-1, Т-2 | КазНИПИАТ | ||
| Линейка для замера свободного хода педали тормоза | - | Собственного изготовления | ||
| Набор щупов | № 3 | Казанский ОЭЗ «АСО» | ||
| Шкаф секционный для приборов, технологической оснастки и инструментов | - | Собственного изготовления | ||
| Стеллаж-вертушка для запасных частей и нормалей | - | Собственного изготовления |
Рабочее место № 8
Смазка и заправка автомобиля.
Смазчик и заправщик должны:
проверить уровень масла в картерах двигателя, коробки передач, заднего моста, рулевого управления и при необходимости долить, смазать узлы и сопряжения автомобиля;
слить отстой из масляных фильтров;
промыть воздушные фильтры двигателя и компрессора, заменить в них масло;
слить отстой из воздушного баллона пневматического привода тормозов;
по графику произвести смену масла в двигателе.
Таблица 63. Технологическое оборудование
| № п/п | Наименование | Тип или модель | Завод-изготовитель | Количество |
| Смазочно-заправочная установка | Череповецкий завод «АСО» | |||
| Солидолонагнетатель многопостовой | Кочубеевский завод «АСО» | |||
| Установка для промывки системы смазки | Митинский ОЭЗ «АСО» | |||
| Установка для мойки фильтров | - | Собственного изготовления | ||
| Гидропробойник | - | - | ||
| Приспособление для провертывания карданного вала | И-901 | НИИАТ | ||
| Солидолонагнетатель ручной | - | - | ||
| Воронка для слива отработанных масел | МВ-064 | Казанский ОЭЗ «АСО» | ||
| Масленка с жидкой смазкой | - | Собственного изготовления |
Таблица 64. Организационная и технологическая оснастка, инструмент, производственная тара и емкости
| № п/п | Наименование | Тип или модель | Завод-изготовитель | Количество |
| Комплект ключей открытых двусторонних | И-105М-1 | Казанский ОЭЗ «АСО» | ||
| Ключи специальные для вывертывания пробок (комплект) | 2336М-1 | Казанский ОЭЗ «АСО» | ||
| Отвертка | - | Казанский ОЭЗ «АСО» | ||
| Пассатижи | - | Казанский ОЭЗ «АСО» | ||
| Стол-тележка смазчика | С-101 | Череповецкий завод «АСО» | ||
| Шкаф секционный для приборов, технологической оснастки и инструментов | - | Собственного изготовления | ||
| Стеллаж-вертушка для запасных частей и нормалей | - | Собственного изготовления | ||
| Ларь для обтирочных материалов | - | Собственного изготовления | ||
| Ящик для негодных деталей | - | Собственного изготовления |
Количество рабочих мест в зоне ТО – 1, организуемых по типовым проектам и численность рабочих по профессиям, занятых на этих рабочих местах, приведены в табл. 65.
Таблица 65. Рабочие места, организуемые по типовым проектам
| Наименование профессий рабочих | Наименование типового проекта организации труда на рабочем месте | Охвачено типовым проектом | |
| Количество рабочих мест | Численность рабочих, чел. | ||
| Слесарь по ремонту автомобилей | Типовая карта организации рабочего места слесаря по ремонту автомобилей, ЦНОТ Минавтотранса РМФСР, г. Москва | ||
| Слесарь по ремонту автомобиля (пост ремонта электрооборудования) | Типовая карта организации рабочего места слесаря по ремонту электрооборудования, ЦНОТ Минавтотранса РМФСР, г. Москва | ||
| Итого |
Удельный вес рабочих мест, организуемых по типовым проектам, в общем количестве рабочих мест зоны ТО-1 составляет 87,5%.
Удельный вес рабочих, рабочие места которых организованны по типовым проектам, в общей численности рабочих зоны ТО – 1 составит 58,3%.
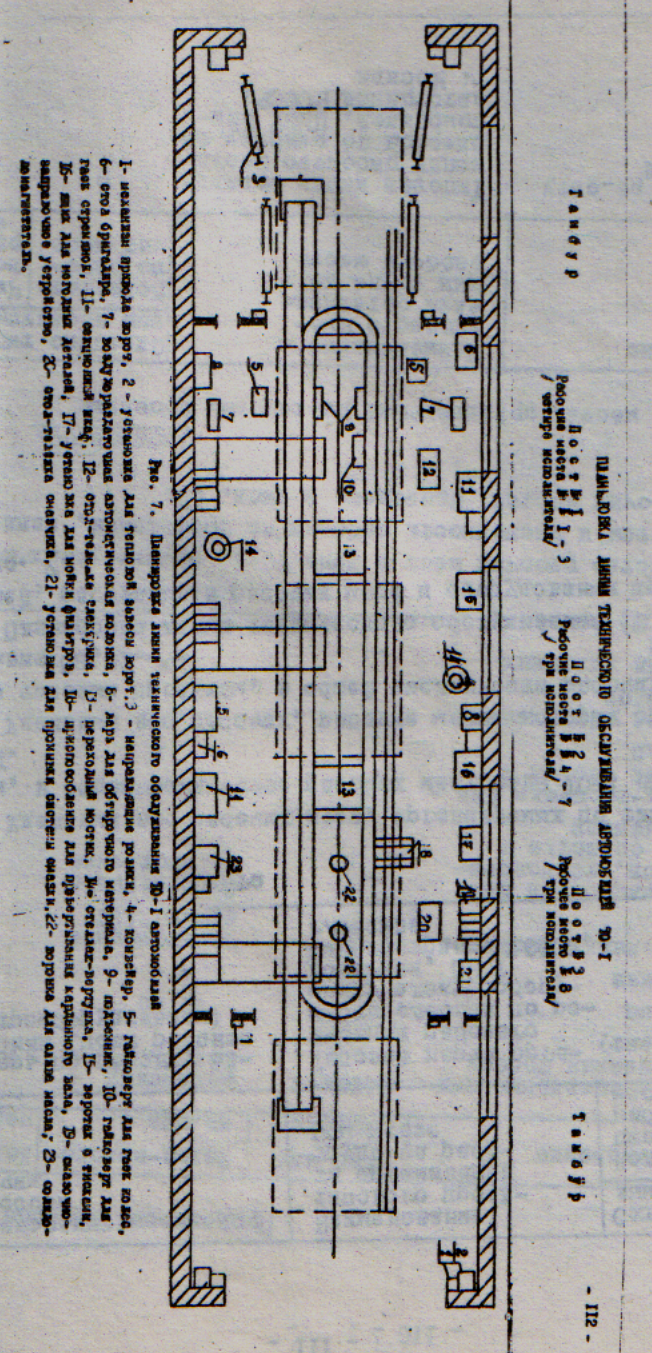
Планировка линии технического обслуживания (ТО - 1) автомобилей, расстановка рабочих мест и оборудования приведены на рис.7.