Предварительное разрезание кусков материала на полотна введено в технологический процесс для устранения влияния массы куска материала, силы трения и других факторов, способствующих растяжению материала в процессе настилания, с целью сокращения их отходов, производственных площадей и т. д. При введении предварительного разрезания кусков ткани на полотна несколько увеличивается объем работ, предшествующих настиланию, по сравнению с настиланием из рулона ткани. Однако при этом сокращается время настилания, комплектования, расчетов, перемещения

 140
140

|

|
|

|
кусков материала, что сказывается на уменьшении общего времени, затрачиваемого на изготовление одного комплекта кроя. Для разрезания куска ткани на полотна заданной длины используется ряд машин производства стран ближнего и дальнего зарубежья. Среди них ме-рильно-резальная машина МРМ (рис. 4.19), применяемая на предприятиях стран СНГ. Принцип действия машины в следующем. Рулон ткани / укладывают на размоточное устройство, состоящее из двух валов 2, 3 и ограничительных пластин 4, 5. Конец полотна помещают на транспортер 6, состоящий из ряда бесконечных кардолент. На счетном устройстве 7 устанавливают требуемую длину полотна и включают машину. Система вращающихся валов обеспечивает продвижение материала по транспортеру. Отрезающее устройство состоит из пары дисковых ножей 8, 9, имеющих самостоятельный электропривод. В нужный момент каретка с ножами движется поперек полотна, отрезает его и возвращается обратно. Отмер и отрезание полотна производятся автоматически.
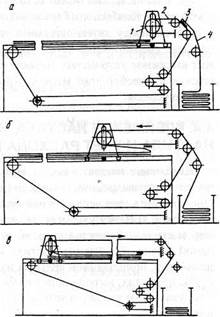
Для укладывания предварительно разрезанных на полотна материалов «лицом к лицу» и «лицом вниз» может быть использована настилочная машина МНТ-2 (рис. 4.20). Исполнительными инструментами машины являются лента для перемещения полотна, устройство для автоматического подъема ленты (в вертикальном положении) на толщину полотна, рав-нитель кромки ткани, направляющие валы для правильной подачи ткани на ленту. Особенность этой машины в том, что она не тянет полотно, а накладывает его сверху без натяжения.
Порядок работы на настилочной машине следующий. Конец отрезанного полотна 4 (рис. 4.20, а) заправляют и накладывают на узкую полоску кардоленты 3, которая закреплена поперек транспортерной ленты 2. Кардолента обеспечивает хорошее сцепление ткани с лентой. При движении каретки 1 вдоль стола лента 2 вместе с полотном 4 перегибается и кардолента 3 оказывается расположенной иглами вниз (рис. 4.20, б). Под действием тяжести полотна сцепление с кардолентой уменьшается и полотно попадает на определенное место настилочного стола. Продолжая движе-
ние, лента последовательно, участок за участком, укладывает полотно на стол (рис. 4.20, в). Переместившись до конца настила и настелив полотно, каретка останавливается, включается ее обратный ход. Дойдя до переднего конца стола, каретка снова останавливается, цикл работы повторяется.
Совершенствование процесса настилания материалов отдельными полотнами при изготовлении настилов разной длины (секционных, ступенчатых) ведется в направлении разработки и использования оборудования с микропроцессорным управлением для любого набора длин полотен.