Простейшим передвижным раскройным оборудованием (инструментом) являются механические ножницы. Ручные ножницы в массовом раскройном производстве применяются редко; это связано с низкой производительностью труда, большими физическими усилиями и низким качеством срезов.
Широко известны электрические раскройные ножницы фирмы Pannonia (Венгрия) марок S-50, S-54, S-58; фирмы Bullmer (Германия) марок 602 SL, 604 SL, 606 SL и др. (рис. 4.22,4.23). Их применяют для раскроя настилов небольшой высоты (до 50 мм), а также для разрезания одиночных полотен.
Передвижные раскройные машины применяются для рассечки настила на части, пригодные для окончательного точного вырезания пачек кроя на ленточных стационарных машинах.
Линии рассечки настила целесообразно совмещать с прямыми срезами крупных деталей, оставляя для окончательного вырезания их криволинейные контуры.
Вертикальный прямой нож передвижной раскройной машины представляет собой стальную пластину длиной 100 - 150 мм, шириной 20 - 22 мм, толщиной 1-1,5 мм. Для резания мягких тканей лезвие ножа имеет закругленную форму, а для резания жестких тканей - конусную. Скорость движения ножа небольшая - 0,4 - 0,5 м/с.
Машины с пластинчатым ножом обладают большой маневренностью в процессе резания благодаря небольшой ширине ножа, однако чистота получаемых срезов меньше, чем при разрезании настила дисковым ножом из-за небольшой скорости движения ножа. По этой причине машины с

 150
150

|

|

|

|
 пластинчатым ножом применяют для рассекания настилов из материалов с большим коэффициентом трения (шерстяных, полушерстяных, хлопчатобумажных, прокладочных, утепляющих) в настилах высотой до 200 мм.
пластинчатым ножом применяют для рассекания настилов из материалов с большим коэффициентом трения (шерстяных, полушерстяных, хлопчатобумажных, прокладочных, утепляющих) в настилах высотой до 200 мм.
Нож с прямым лезвием рекомендуется для разрезания не очень жестких материалов. Нож с зубчатым лезвием используется для разрезания тяжелых тканей, применяемых для спецодежды, и жесткой кожи.
Электрический ток к передвижным машинам подается с помощью специальной троллейной подводки через каретку, которая перемещается по укрепленным под потолком проводам. При обрыве провода ток автоматически отключается.
Передвижные раскройные машины с дисковым ножом применяются для рассекания настилов небольшой высоты (до 30-40 мм) и вырезания деталей несложной конфигурации из материалов с небольшим коэффициентом трения (хлопчатобумажных бельевых и платьевых, из натурального и искусственного шелка, подкладочных, тонких шерстяных и полушерстяных).
В связи с тем что принцип работы передвижных машин не имеет резких отличительных особенностей, рассматривается лишь несколько их конструкций.
Передвижные раскройные машины проектируют и изготавливают в различных проектных организациях и на заводах в странах СНГ (Куйбышев, Самара), в Германии (фирмы Curis, Bullmer), в Венгрии (фирма Рап-nonia), в Финляндии (фирма Hartek), в Англии (фирма Eastman) и др.
К машинам с прямым пластинчатым ножом относятся машины марок ЭЗМ-2, ЭЗМ-4, ЭЗМ-5 (Россия), CS-529, CS-530, CS-532 (Венгрия), Comet-8, C1350, С1600, модель 715 (Германия), 160AD (Финляндия).
К раскройным машинам с дисковым ножом относятся машины ЭЗДМ-1, ЭЗДМ-2, ЭЗДМ-3, ЭЗДМ-4, ЭЗДМ-5 (Россия), CS-539, CS-531 (Венгрия).
Представим описание двух конструкций машин с пластинчатым и дисковым ножами. Машина с прямым пластинчатым ножом (рис. 4.24) имеет
К]

|



нож /, связанный кривошипно-шатунным механизмом с электродвигателем 3, укрепленным на стойке 6. Платформа 7 размером 200 х 270 мм снабжена козырьком 8 для удобства подвода машины под настил и имеет подпружиненные ролики для облегчения передвижения машины по столу. Пружины предназначены для устранения вибрации машины. Машина снабжена лапкой для прижима полотен по линии резания. Стержень 2 лапки предохраняет руки рабочего от пореза. Выключатель 5 машины расположен на рукоятке 4.
В машине с дисковым ножом (рис. 4.25) нож / диаметром до 150 мм получает вращение от вала электродвигателя 3. По этой причине толщина и ширина стойки 4 вместе с ножом имеют значительные размеры, что затрудняет резание настила по криволинейным контурам. Рабочая часть ножа закрыта щитком 2 для предохранения рук рабочего от пореза. Окружная скорость ножа 9 м/с.
Приведем отличительные особенности некоторых других передвижных раскройных машин.
Главной особенностью раскройной пе
редвижной машины по немецкому патенту
является то, что исполнительным органом
служит фрезерная головка /, расположен
ная на столе 3 (рис. 4.26). В головке закре
плена фреза 4, при вращении которой ма
териал 2 приподнимается на некоторую
высоту h от поверхности стола. После раз
резания настила фреза поднимается и отре
занные части падают на стол. Одновре- ', „
Рис. 4.26. Схема раскройной го-менно с резанием происходит отсасывание ловки с фрезой по патенту
ПЫЛИ И межлекальных ОТХОДОВ. 3818521, Германия

 152
152

|
|

|
На машине обеспечивается высокое качество резания и высокая производительность. Ее целесообразно использовать при раскрое тяжелых материалов, материалов с пропитками, а также картона, упаковочной бумаги и др. Машина позволяет раскраивать материалы в один слой и в настилах. Частота вращения фрезы 150 000 об/мин, скорость движения - 8 м/мин.
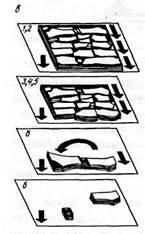
Абсолютной новинкой в области передвижного раскройного оборудования являются передвижные раскройные машины с манипулятором, выпускаемые фирмами Curis, Bullmer совместно с Assist (Германия) и др. На рис. 4.27, а представлена такая машина модели BULLMER SERVO CUT ASSIST. Раскройная головка / с режущим механизмом (вертикальным ножом) 2 может перемещаться над поверхностью стола 3 в любом направлении, а также вокруг своей оси (рис. 4.27, 6). Перемещение производится вручную при максимальной раздвижке рычагов, режущий механизм располагается около противоположной кромки раскройного стола.
Благодаря системе рычагов передвижение раскройной головки осуществляется очень легко: достаточно приложить усилие 100 - 200 г. Машина применяется для вырезания деталей из настила без предварительного рассекания его на части.
Особенно эффективным является такое оборудование в сочетании с вакуумно-фиксирующим столом типа VF 315 (рис. 4.27, а), в котором вакуумный насос мгновенно переключается на воздушную подушку. Раскрой производится по следующей схеме (рис. 4.27, в).
■ Этап 1. Часть настила располагается перед рабочим; включается ва
куумный отсос, который фиксирует пачку и предотвращает ее сме
щение на столе.
■ Этап 2. Производится вырезание деталей, расположенных в перед
ней части пачки (в удобной для рабочего зоне).
■ Этап 3. Вакуумный отсос переключается на воздушную подушку;
вырезанные детали удаляются.
■ Этап 4. Пачка перемещается ближе к рабочему и снова фиксируется
на столе вакуум-отсосом.
■ Этап 5. То же, что и этап 2.
■ Этап 6. Остаток пачки для удобства вырезания может быть повер
нут на 180°.
Машина обеспечивает удобство в работе, облегчение труда оператора. Значительное повышение производительности труда достигается за счет исключения операций рассекания настила на части, транспортирования их к ленточной раскройной машине, дополнительной ориентации пачек перед точным вырезанием, а также за счет увеличения скорости резания, которая достигает 40 м/мин.
4.6.2. СТАЦИОНАРНОЕ РАСКРОЙНОЕ ОБОРУДОВАНИЕ
После рассекания настила его части передают к стационарному раскройному оборудованию для точного вырезания пачек деталей.
\Дстационарных раскройных машинах исполнительным инструментом является нож в виде бесконечной (замкнутой) стальной ленты с ее заточкой по одной кромке. Лента-нож натягивается на лентоведущие шкивы машины. В зависимости от количества шкивов машины подразделяются на двух-, трех- и четырехшкивные. Количество шкивов определяет длину рабочего вылета машины, т. е. расстояние от ножа до боковой поверхности станины машины. Если величина рабочего вылета позволяет выкраивать крупные детали, то их не вырезают на передвижном раскройном оборудовании. Четырехшкивные машины изготавливаются чаще с рабочим вылетом 1250 мм.
Все вращающиеся части стационарных ленточных машин закрыты ограждениями, что предохраняет руки рабочего от повреждения. Открытой остается только рабочая ветвь ленты-ножа, которая осуществляет вырезание деталей. Ширина ножа 15 мм, что обеспечивает достаточно точное выкраивание деталей любой конфигурации. Подача частей настила и их перемещение на столе при раскрое производятся вручную.
Все стационарные раскройные машины снабжены специальными устройствами, обеспечивающими следующие функции:
■ регулирование натяжения ленты-ножа в процессе раскроя;
■ улавливание ленты-ножа в случае ее обрыва, которое предотвращает
получение рабочими травм на руках;

 154
154
 | |

|

|
■  затачивание ножа в процессе раскроя, для чего точильный аппарат
затачивание ножа в процессе раскроя, для чего точильный аппарат
включается и выключается соответствующей педалью;
■ регулирование скорости движения ножа, что требуется при раскрое
материалов с различным волокнистым составом;
■ автоматическая смазка ножа, которая уменьшает его трение о материал;
■ отсос пыли из зоны резания и точильного устройства, исключающий
загрязнение раскраиваемого материала и обеспечивающий выход
очищенного фильтром воздуха в производственное помещение;
■ смазка ножа парафиновыми вкладышами, что предотвращает нали
пание ворса и клея на нож при раскрое материалов с ворсом и клее
вым покрытием.
Устройство такого оборудования рассмотрим на примере четырех-
шкивной машины, схема которой показана на рис. 4.28, а. Бесконечная
лента-нож 1 натянута на четыре шкива 2, 4, 9, П. Вал ведущего шкива 4
получает вращение от электродвигателя через вариатор скорости 6 и кли-
ноременную передачу. Скорость движения ленты регулируется маховиком 7.
При обрыве ленты шкив 2 поднимается, упирается в лентоулавливающую
а колодку 5 и лента зажимается между

|
колодкой и ободом шкива. В момент обрыва ленты автоматически отключается электродвигатель и все шкивы тормозятся с помощью лентоулавливающего устройства 3. Натяжение ленты регулируется маховиком 8. Точильный аппарат 10 вынесен на нерабочую ветвь ножа с целью безопасности работы и для затачивания ленты одновременно с вырезанием деталей.
Трехшкивные машины (рис. 4.28, б) несколько проще по своей конструкции. Их отличие состоит в том, что лента-нож натянута на три шкива. Ведущий и направляющий шкивы расположены один над другим, обеспечивая вертикальное движение ножа. Третий шкив смещен в сторону и служит для регулирования натяжения ножа.
Двухшкивные раскройные машины являются узкоспециализированными и используются для раскроя малогабаритных деталей.
.,„ „ _ В настоящее время на предприятиях
Рис. 4.28. Схемы раскройных ленточных _, „ г г
машин стран СНГ применяются стационарные
четырехшкивные машины РЛ-6, РЛ-630, РЛ-1000-1, трехшкивная машина РЛ-4, двухшкивная - РЛ-5 и другие, выпускаемые в России. Широко используются раскройные машины фирмы Pannonia (Венгрия) R-1532, R-1532-1 и др.
Недостатки стационарных ленточных машин: 1) ручное перемещение пачек деталей на столе машины; 2) отклонение ленты-ножа на поворотах. Первое приводит к быстрой утомляемости рабочих, особенно при выкраивании крупногабаритных деталей. Кроме того, по субъективным причинам не всегда обеспечивается требуемое качество кроя; второе обусловливает некоторое отклонение линии реза от заданной на скругленных участках деталей и, следовательно, недостаточно точный крой.
В современных стационарных раскройных машинах, выпускаемых ведущими фирмами Германии, Японии, Италии и других стран, указанные недостатки устраняются следующим образом. Стол 1 ленточной машины 2 снабжается устройством для создания воздушной подушки (рис. 4.29). Перемещение пачек 3 в этом случае происходит без особых усилий со стороны рабочего. Для ленты-ножа 4 используется особо прочный состав, что позволяет изготавливать ее несколько уже (до 10 мм). В результате отклонение ножа на поворотах уменьшается.
В современном раскройном стационарном оборудовании обеспечивается надежность работы и высокое качество кроя, бесшумность и отсутствие вибрации, достигается скорость резания 16 - 20 м/мин (по длине срезов).