Федеральное агентство по образованию
ФГОУСПО Казанский авиационно -технический
Колледж имени П.В. Дементьева
Машиностроительное производство
Рабочая тетрадь для проверки контроля знаний и умений
(для специальности 151001 Технология машиностроения
Базовый уровень на базе НПО)
Разработала: Сулейманова С.И.
Составлено в соответствии с Государственными требованиями к минимуму содержания и уровню подготовки выпускников по специальности151001
(код)
№ 04-1201-Б от 15.03.2002
 (регистрационный
номер) (регистрационный
номер)
| |
| СОГЛАСОВАНО | УТВЕРЖДАЮ |
| Заместитель директора по научно- методической работе ________________Э.Р.Соколова «______» ___________2008 ОДОБРЕН(А,О) Предметной (цикловой) комиссией специальности 151001 «Технология машиностроения» (наименование комиссии) _____________________________ Протокол № ___________ от _______________2008 Председатель ________________Л.П. Фомин_____ (личная подпись) (инициалы фамилия) | Заместитель директора по учебной работе _______________Л.Н.Самолдина «______» _____________2008 |
Рабочая тетрадь предназначена для студентов системы среднего профессионального образования обучающихся на 3 курсе по специальности 151001 «Технология машиностроения» Тетрадь предназначена для закрепления теоретических знаний на отработки навыков самостоятельной работы с технической документацией.
Содержание
Введение -----------------------------------------------------------------------------------4
Раздел №1
Практическое занятие №1 ------------------------------------------------------------5
Типы производства
Практическое занятие №2 ------------------------------------------------------------9
Производственная структура предприятия
Практическое занятие №3 -----------------------------------------------------------12
Заготовка деталей машин
Раздел №2
Практическое занятие №4 -----------------------------------------------------------16
Производственный цикл
Раздел №3
Практическое занятие №5 -----------------------------------------------------------20
Расчёт основных параметров поточной линии
Практическое занятие №6 -----------------------------------------------------------29
Экономическая оценка проектируемых машин
Раздел №4
Практическое занятие №7 -----------------------------------------------------------32
Расчёт потребного количества инструмента
Практическое занятие №8 -----------------------------------------------------------36
Расчёт длительности ремонтного цикла
Раздел №5
Практическое занятие №9 -----------------------------------------------------------44
Рабочее место. Организация рабочего места
Список использованных источников ---------------------------------------------46
Введение
Машиностроение - является технической основой интенсификации материального производства, а следовательно, ведущей отраслью промышленности. Поэтому технический уровень выпускаемых изделий в значительной мере определяет развитие и уровень всех отраселй промышленности.
Данная методическая разработка предназначена для выполнения студентам специальности 151 001 Технология машиностроения практических работ по дисциплине «Машиностроительное производство».
В процессе изучения дисциплины студенты закрепляют полученные теоретические знания и приобретают необходимые практические навыки.
Студенты обязаны строго следовать методическим указаниям по выполнению практических работ, рабочая тетрадь содержит достаточное количество теоретического материала (заполнение таблиц, вычерчивание графиков, рисунков), необходимых для успешного выполнения работ.
Добросовестное отношение к работе позволит студентам правильно и осмысленно выполнять работы, на более высоком уровне изучить дисциплину «Машиностроительное производство», получить достаточные знания и приобрести необходимые профессиональное умение.
Практическое занятие № 1
Тема: Типы производства
Цель: уметь определить типы производства. Знать основные показатели типы производства
Студент должен
уметь:
- определять тип производства;
знать:
- основные показатели типа производства;
- понятие «коэффициент закрепления операций».
Теоретические сведения
Различие в программе выпуска изделий привело к условному разделению производства на три типа: единичное, серийное и массовое.
Единичное – изготовление единичных неповторяющихся экземпляров продукции или с малым объемом выпуска, что аналогично признаку неповторяемости технологического цикла в данном производстве, Продукция единичного производства - изделия, не имеющие широкого применения (опытные образцы машин, тяжелые прессы и т.п.)
Серийное – периодическое технологически непрерывное изготовление некоторого количества одинаковой продукции в течение продолжительного промежутка календарного времени. Производство изделий осуществляется партиями. В зависимости от объема выпуска этот тип производства делят на мелко-, средне- и крупносерийное. Примерами продукции серийного производства могут служить металлорежущие станки, насосы, редуктора и т.п., выпускаемые периодически повторяющимися партиями.
Массовое – технологически и организационно непрерывное производство узкой номенклатуры изделий в больших объемах по неизменяемым чертежам в течении длительного времени, когда на большинстве рабочих мест выполняется одна и та же операция. Продукцией массового производства являются автомобили, трактора, электродвигатели и т.п.
Отнесение производства к тому или иному типу определяется не только объемом выпуска, но и особенностями самих изделий. Например, изготовление опытных образцов наручных часов в количестве нескольких тысяч штук в год будет предоставлять единичное производство. В то же время, изготовление тепловозов при объеме выпуска нескольких штук можно считать серийным производством.
Об условности деления производств на три типа говорит и то, что изделия изготавливаются единицами, другие – периодически повторяющимися партиями, третьи – непрерывно. Следовательно, на одном и том же заводе и даже в цехе могут быть совмещены три типа производств, Это во многом зависит от продолжительности операций технологического процесса изготовления изделий. Так, изготовление базовых деталей станка может быть организовано по принципу крупносерийного производства, в то время как на участках по изготовлению изделий типа тел вращения (валов, зубчатых колес и др.) может быть среднесерийное или даже мелкосерийное производство. Это связано с тем, что трудоемкость обработки базовых деталей в десятки раз выше трудоемкости изготовления деталей типа тел вращения. Поэтому отнесение производства завода или цеха к одному из типов обычно делается по преобладающему типу производства.
Для определения типа производства можно использовать коэффициент закрепления операция:
где  – число различных технологических операций, выполненных или подлежащих выполнению на участке или в цехе в течении месяца;
– число различных технологических операций, выполненных или подлежащих выполнению на участке или в цехе в течении месяца;
М – число рабочих мест соответственно участка или цеха.
ГОСТ рекомендует следующие значения коэффициентов закрепления операций в зависимости от типов производства: для единичного производства – свыше 40; для мелкосерийного производства – свыше 20 до 40 включительно; для серийного производства - свыше 10 до 20 включительно; для крупносерийного производства - свыше 1 до 10 включительно; для массового производства - 1.
Задание
1 Определить тип производства и дать его характеристику, если предприятие производит продукцию для ремонтных целей. Обработка производства на токарных станках 16К20, 1К62.
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
2 Определить парк станочного оборудования; разработать схему его расстановки, назначить способ транспортировки деталей, способ контроля качества для предприятия выпускающего «солнечные» шестерни. Программа выпуска деталей 30800 шт. Коэффициент закрепления операций 1.
Таблица – Технологический обработки
| № Операции | Операция |
| Заготовительная операция | |
| Токарная черновая | |
| Токарная чистовая | |
| Сверлильная | |
| Зубонарезная | |
| Термообработка | |
| Шлифовальная | |
| Промывка | |
| Контроль |
Схема расстановки оборудования
______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
3 Что предусматривает серийное производство. Каковы основные особенности серийного производства. Разновидности серийного производства.
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Практическое занятие №2
Тема: Производственная структура предприятия
Цель: знать: структуру машиностроительного производства; понятия: основное, вспомогательное, обслуживающее производство.
Студент должен
знать:
- принципы организации производственных подразделений;
- понятия: основное, вспомогательное, обслуживающее производство.
Теоретические сведения
Под производственной структурой предприятия понимается количество, состав цехов, служб, участков и формы их взаимосвязи. Производственная структура предприятия и принципы её организации зависят от ряда факторов: типа производства, характера и номенклатуры выпускаемой продукции, уровня и форм специализации, а также от того, является оно самостоятельной хозрасчетной единицей или входит в состав объединения.
Цехи и хозяйства предприятия делятся на основные, вспомогательные и обслуживающие.
Основные цехи (цехи производства непосредственно участвуют в процессе изготовления продукции, выпуск которой предусматривается планом. Они делятся на заготовительные, обрабатывающие и сборочные. К заготовительным относятся цехи, создающие заготовки из проката, отливки, штамповки и др. В этих целях такие технологические процессы, как горячая и холодная штамповка, литье, ковка, получение заготовок методом пластических деформаций, растяжка, гибка, резка материалов на заготовки. К обрабатывающим цехам относятся цехи, где происходит обработка заготовок и деталей-полуфабрикатов, это цехи механической обработки деталей, термические, гальванические, лакокрасочных покрытий и др. К сборочным относятся цехи сборки единиц и окончательной сборки. В этих целях выполняется сборка, регулировка, настройка машин и приборов.
Вспомогательные цехи (цехи вспомогательного производства) выпускают продукцию, которая используется основными цехами, и продукцию, нужную для восстановления и улучшения средств производства (запасные части для ремонта оборудования и т.д.) К ним относятся инструментальные цехи, где изготавливаются инструменты м приспособления для нужд основного производства; ремонтно-механические где производится ремонт и модернизация рабочих машин, оборудования; компрессорные станции по производству сжатого воздуха и др.
Обслуживающие хозяйства - это производственные подразделения, где осуществляются процессы, связанные с хранением, питанием и подачей всего необходимого цехам основного и вспомогательного производства, например сырья, материалов, они выполняют функции обслуживания, технического контроля и т.д. К обслуживающим цехам и хозяйствам относятся склады материалов, топлива, полуфабрикатов, готовых изделий, транспортные цехи, а также заводские лаборатории: химическая, технологическая и др. К обслуживающим хозяйствам относят и машиностроительные станции или вычислительные центру, где производятся механическая обработка различной документации (учетной, плановой, технической) и производятся различные плановые и инженерные расчеты при помощи счетно-перфорационных и электронные вычислительных машин.
Задание
1. Разработать производственную структуру машиностроительного предприятия специализирующегося на выпуске сельскохозяйственной техники в условиях массового производства. Описать связи, существующие между производственными подразделениями, количество и состав цехов его служб и хозяйств.
2. Схематично изобразить разработанную производственную структуру.
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Производственная структура предприятия
Вопросы для самоконтроля
1.Каковы формы специализации цехов машиностроительного завода?
2.Какие наиболее важные факторы определяют производственную структуру предприятий?
3.Каковы пути совершенствований производственной структуры предприятия?
Практическое занятие №3
Тема: Заготовки деталей машин
Цель: научиться выбирать рациональный способ изготовления заготовок
Студент должен
знать:
- характеристики технологических методов производства
уметь:
- выбирать рациональный способ изготовления заготовок
Теоретические сведения
При выборе заготовки необходимо учитывать материал, форму, размеры, массу детали, количество изготовляемых деталей и точность их исполнения.
В большинстве случаев заготовку можно получить различными способами, но остаётся непреложным одно требование – выбранная заготовка должна быть наиболее экономичной, то есть с наименьшей себестоимостью при заданном масштабе производства.
При выборе заготовки необходимо сравнивать два или несколько вариантов по себестоимости изготовления заготовки в конкретных производственных условиях. Главную часть себестоимости заготовки составляют затраты на материал. Количество материала, рекомендуемого на одну заготовку, может меняться в зависимости от выбранного вида заготовки. Чем более форма заготовки будет приближена к форме готовой детали, тем меньше металла пойдет на её изготовление и тем меньше его стоимость. Чем производительней способ изготовления заготовки, тем меньше себестоимость одной заготовки. Следовательно, выгодно выбирать заготовку с размерами, наиболее близкими к размерам готовой детали и наиболее производительным методом изготовления. Однако изготовление таких заготовок сопряжено с затратами денег на проектирование, подготовку и накладку технологической оснастки – штампов, моделей, пресс-форм и.п. Эти затраты могут быть значительными и будут оправданы лишь при условии изготовления большого количества заготовок.
При небольшом количестве расходы на изготовление оснастки, поделенные расходы на изготовление оснастки, поделены на число подлежащих изготовлению заготовок, могут быть настолько велики, что выгоднее делать заготовки без оснастки. Минимальное количество заготовок, рациональное для изготовления с применением оснастки,
.  ,
,
Где В – начальные затраты на сложную оснастку;
Е – начальные затраты на простую оснастку;
С – экономия в механических цехах от уменьшения трудоёмкости обработки;
А – сумма заработной платы и накладных расходов при изготовлении заготовки с простой оснасткой (или без оснастки);
 – сумма заработной платы и накладных расходов при изготовлении заготовки со сложной оснасткой
– сумма заработной платы и накладных расходов при изготовлении заготовки со сложной оснасткой
Задание
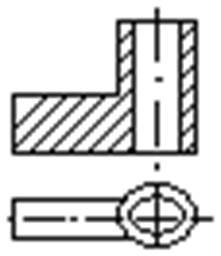
1. По чертежу детали определить и описать способ при изготовлении заготовки в условиях единичного и массового производства.
2. Штрихпунктирными линиями начертить контуры заготовки для получения детали в условиях единичного производства.
3. Определить каким способом экономичнее выполнить заготовку.
Чертежи деталей

_________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________

________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
___________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________

______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________

_____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
___________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Вопросы для самоконтроля
1. Какие факторы необходимо учитывать при выборе заготовки?
2. Что называется формовкой, моделью?
3. Какие существуют группы литья и для каких деталей они применяются?
Практическая работа №4
Тема: Производственный цикл
Цель: получить практические навыки в определении длительности производственного цикла при различных видах движений предметов труда
Студент должен знать
знать:
- сущность производственного процесса и принцип его организации;
- виды движений предметов труда;
- понятия: производственные и технологические циклы;
- формы организации производства;
уметь:
- изображать схематически движения предметов труда;
- определять длительность производственного цикла;
Теоретические сведения
Производственный процесс представляет собой совокупность всех действий людей и орудий труда, необходимых на данном предприятии для изготовления и ремонта продукции.
Производственный цикл – это календарный период времени, в котором осуществляется все стадии производственного процесса по изготовлению изделия.
Длительность производственного цикла зависит от рода факторов: норм времени на выполнение технологических операции, размера производственной операции, времени перерывов.
Производственный процесс характеризуется тремя видами движения деталей по операциям процесса: последовательным параллельным и смешанным.
При последовательном виде движения каждая последующая операция начинается после обработки всей партии деталей по всем операциям определяется как сумма операционных циклов.

где  - размер производственной партии, шт.;
- размер производственной партии, шт.;
m – число технологических операций;
 - штучно-калькуляционная норма времени по
- штучно-калькуляционная норма времени по  операции.
операции.
При параллельном виде движения отдельные детали передаются немедленно на последующие операции. Обработка осуществляется одновременно на всех операциях. Однако применение этого вида движения деталей требует обязательной синхронности.
Где  - размер передаточной партии, шт.;
- размер передаточной партии, шт.;
 - время обработки одной детали, мин;
- время обработки одной детали, мин;
 ;
;  - цикл операции с максимальной продолжительностью по обработки
- цикл операции с максимальной продолжительностью по обработки  деталей, мин.
деталей, мин.
При параллельно- последовательном виде движения наблюдается частичное совмещение времени обработки деталей на смежных операциях. Детали с одной операции на другую передаются поштучно или партиями в зависимости от времени затраченного на смежных операциях.

Где  и
и  - штучно-калькуляционная норма времени к предыдущей и последующей операциях, мин;
- штучно-калькуляционная норма времени к предыдущей и последующей операциях, мин;
 и
и  - число рабочих мест на предыдущих операциях.
- число рабочих мест на предыдущих операциях.
Анализ решений аналогичных заданий
1. Определить длительность цикла технологических операций обработки деталей при последовательном виде движений. Размер партии деталей – 3 шт.
Таблица 1 – Технологический процесс обработки
| № операции | Операции | t | c |
| Токарная черновая | |||
| Токарная чистовая | |||
| Шлифование | |||
| Фрезерование | 2,5 |
Решение

2. Определить длительность цикла технологических операций при параллельном виде движения. Размер партии деталей – 3 шт.
Таблица 2
| № Операции | Операция | t | c |
| Токарная обработка | |||
| Чёрное шлифование | |||
| Чистовое шлифование | |||
| Фрезерование | 3,5 |
Решение

3. Определить длительность цикла технологических операций при смешанном виде движения. Размер партии деталей – 3 шт.
Таблица 3
| № операции | Операция | t | c |
| Токарная | |||
| Шлифовальная | |||
| Фрезерование |
Решение

Выводы и обобщения
_______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________