Наибольшее распространение получили одноступенчатые червячные редукторы. По относительному расположению червяка и червячного колеса различают три основные схемы червячных редукторов: с нижним (рис. 1.а), верхним (рис.1.б) и боковым (рис.1.в,г) расположением червяка.
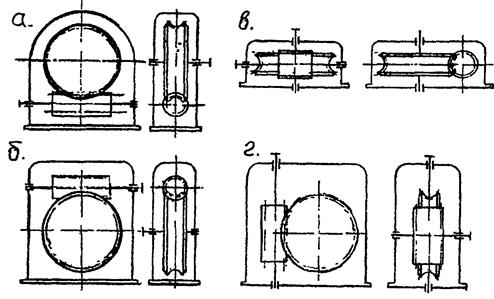
Рис. 1. Схемы червячных редукторов
Редукторы общемашиностроительного применения с межосевым расстоянием от 40 до 500мм изготавливаются обычно двух типов: с червяком под колесом - РЧП и над колесом - РЧН.
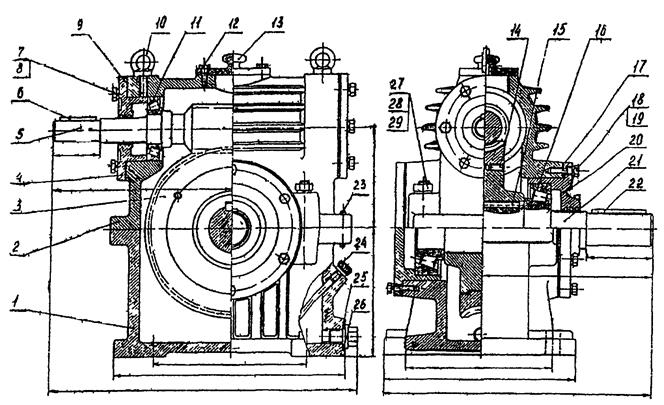
Корпусы относительно небольших червячных редукторов с межосевым расстоянием до 100мм. изготавливают чаще всего без разъёма (тип РЧУ40….РЧУ100). Редукторы с межосевым расстоянием 125мм. и более имеют обычно корпуса с разъёмом по оси червячного колеса (рис.2).
Рис. 2. Редуктор червячный с верхним расположением червяка
Основные детали на рис. 2: 1 - корпус; 2-крышка корпуса; 3-червячное колесо; 4,20 - крышки подшипника сквозные; 5 - червяк; 11,16 - подшипники; 13 - крышка смотрового люка; 21 - вал тихоходный; 23 - штифт;24 - шуп маслоуказателя; 26 - сливная пробка; 9,17 - набор прокладок.
В червячных редукторах для опор валов применяют, как правило, подшипники качения. В редукторах с межосевым расстоянием до 160мм. червяки устанавливают обычно в радиально-упорных подшипниках по одному в каждой опоре (установка "враспор" - см. рис.2). При межосевых расстояниях более 200мм. в одной из опор червяка ставят два радиально- упорных подшипника, воспринимающих осевую нагрузку в обоих направлениях, а в другой опоре плавающий радиальный подшипник. Для опор вала колеса используют обычно по одному радиально-упорному подшипнику с каждой стороны, которые устанавливают "враспор". Внутренние кольца подшипников ставят на валы с натягом для предотвращения проворачивания кольца на шейке вала, а наружные ставят в корпус редуктора по переходной посадке или с минимальным зазором для выполнения осевой регулировки подшипников и регулировки зацепления по пятну контакта.
Основной способ смазки червячного зацепления - окунание червяка или колеса в масляную ванну картера редуктора. Масляная ванна должна иметь достаточную ёмкость во избежание быстрого старения масла и перемещения продуктов износа и осадков в зацепление и опоры валов. При нижнем расположении червяка уровень масла обычно назначают из условия полного погружения витков червяка. Уровень масла при верхнем расположении червяка назначают из условия полного погружения зуба червячного колеса.
В быстроходных червячных редукторах большой мощности применяют циркуляционную смазку. Для контроля уровня масла применяют маслоуказатели. Для заливки масла и контроля пятна контакта используют смотровой лючок (рис.2.) или верхнюю крышку редуктора. В нижней части корпуса редуктора устанавливают пробку для слива масла. Через отдушину на крышке смотрового лючка в редукторах типа РЧН или РЧП выравнивают давление воздуха внутри корпуса редуктора по отношению к наружному. В редукторах типа РЧУ для этой цели предусматривается отверстие в щупе маслоуказателя.
Для устранения утечек масла и попадания внутрь редуктора пыли и грязи в сквозных крышках опор редуктора устанавливают уплотнения. Наиболее часто применяют уплотнения манжетного типа.
Материал основных деталей редуктора
Крышку и корпус редукторов обычно изготавливают из серого чугуна или из алюминиевого сплава АЛ-3.
Червяк изготавливают из конструкционных марок сталей (сталь 45, сталь 40, сталь 20, сталь20Х) для малонагруженных редукторов и из легированных марок сталей (сталь 40ХН, сталь 34ХН1М, сталь 38ХГН, сталь 5ХНВ…) для тяжелонагруженных редукторов. Червяки, как правило, подвергают общей термообработке 260-290 НВ или общей термообработке 230-260 НВ и поверхностной закалке зубьев 42-48 HRC. Последний вариант более предпочтителен, но после поверхностной закалки необходима шлифовка на специальных станках. Червяки из малоуглеродистых марок сталей (20, 20Х, 20ХГ) подвергают цементации с последующей поверхностной закалкой.
С целью снижения коэффициента трения и предотвращения заедания зацепления червячные колёса изготавливают, как правило, из бронзы БрАЖ9-4Л, БрОФ10-1 и др. Реже их выполняют из чугуна, из антифрикционных алюминиевых сплавов и из пластмасс. При изготовлении колёс диаметром более 150-200мм. в целях экономии из бронзы изготавливают лишь зубчатый венец, а диск колеса из чугуна или углеродистой стали. Способов сочленения венца с диском много, но наиболее распространённые это заливка венца непосредственно на предварительно рифлёный диск колеса или посадка венца на диск с натягом и установка резьбовых гужонов по поверхности сочленения.