Большинство сортов карамели с начинкой изготовляется с применением механизированного способа образования карамельного •батона и калибровки жгута.
Образование карамельного, батона происходит в карамелепод-каточной машине, а калибровм жгута — в жгутовытягивающе-ка-либрующей машине. Карамелеподкаточная машина (рис. 9) представляет собой металлический желоб, внутри которого расположе-
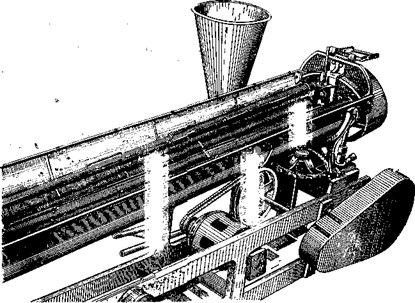
Рис. 9. Карамелеподкаточная машина
«ы рифленые веретена, вращающиеся каждое вокруг своей оси в •одну и ту же сторону. Они расположены конусообразно. По центру машины проходит трубка начинконаполнителя. Под веретенами по дну желоба расположены паровые трубы или электронагревательные приборы.
При периодическом способе разделанный пласт карамельной - массы (не более 20 кг) с температурой 75—80°С смазывают с одной стороны растительным маслом, кладут в машину под трубку наполнителя смазанной поверхностью к трубке и обертывают пласт вокруг нее. Трубку тоже смазывают маслом. В начале работы трубку обертывают тремя пластами. Вращающиеся рифленые веретена обкатывают заложенные в машину пласты карамельной массы и придают им форму конуса, вдоль которого по центру проходит трубка начинконаполнителя. От вершины конуса оттягивают конец таким образом, чтобы открыть начинке доступ из трубки в батон. Затем вытягивающе-калибрующей машиной из батона непрерывно вытягивается жгут карамели, представляющий собой трубку из карамельной массы, заполненную начинкой.
|
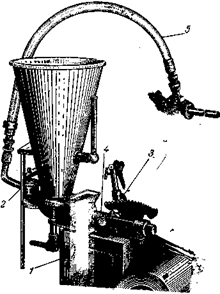
-, Начинка в батон подается начинконаполнителем (рис. 10). Он представляет собой поршневой насос, всасывающий патрубок которого соединен с воронкой, а нагнетательный — гибким шлангом с трубкой, проходящей по центру вдоль оси карамелепод-каточной машины.
Начинка из темперирующей машины подается в воронку начинконаполнителя и из нее насосом по трубке в карамельный батон. Трубка в карамелеподкаточной машине не доходит на 200— 300 мм до конца карамельного батона. Здесь и происходит введение начинки в карамельный батон.
| Рис. 10. Начинконаполнитель: |
| станина, 2 — клапан, 3 — регулятор подачи, 4 — плунжер, 5 — резиновый шланг. |
Перед началом работы карамелеподкаточную маши-, ну прогревают, включая расположенные в ней нагревательные приборы, а для разогрева трубки начинконаполнителя через нее прокачивают горячую начинку. После того как в карамелеподкаточную машину заложены пласты карамельной массы и из них образовался конус, начинается непрерывная подача в него начинки и непрерывное вытягивание жгута. По мере вытягивания батона в жгут вводят новые пласты карамельной массы. Таким образом осуществляется непрерывный процесс образования батона и вытягивания жгута.
Количество подаваемой начинки регулируют, изменяя специальным устройством ход плунжерного насоса. Количество начин-106
ки для каждого сорта карамели устанавливается рецептурой. Оно зависит от размеров карамели, характера дальнейшей ее обработки и сорта применяемой начинки.. В крупную карамель вводят большее количество начинки, так по ВТУ в завернутых сортах карамели, содержащих до 100 штук в 1 кг, должно содержаться начинки не менее 33% от массы готовой карамели. В более мелкую карамель, содержащую в 1 кг от 201 и более штук, начинки должно быть не менее 23%.
На Киевской фабрике им. Карла Маркса сконструирован на-чинконаполнитель для густых начинок (ореховых и др.). В нем густые начинки продвигаются по трубке начинконаполнителя при помощи шнека, расположенного в трубке. Применение таких наполнителей дает возможность изготовлять все сорта карамели с начинкой с применением механизированного способа образования карамельного батона.
Из карамелеподкаточной машины жгут направляется в жгуто-вытягивающе-калибрующую машину (жгутовытягиватель) (рис. 11), назначение которой — придать жгуту определенное сече-
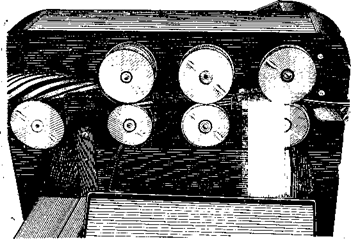
Рис. 11. Жгутовытягиватель.
ние. Рабочей частью жгутовытягивателя являются ролики, расположенные последовательно друг за другом, вначале один, затем три пары. На ободе роликов имеется желоб, в разрезе представляющий собой полуокружность. Парные ролики установлены таким образом, что при вращении почти касаются друг друга. При этом желоба оставляют просвет, через который и проходит вытягиваемый жгут. Первый ролик имеющимися в нем шипами тянет из батона жгут. Пары последующих роликов последовательно и понемногу уменьшают диаметр жгута, придавая ему нужный раз-
мер. Все калибрующие ролики имеют рифленую поверхность желобков. Пара роликов, по выходе из которых карамельный жгут поступает в формующую машину, имеет механизм регулировки зазора между ними. Этим зазором определяется окончательный размер жгута, поступающего на формование.
На механизированных поточных линия* применяется описанный нами способ образования карамельного батона и калибровки жгута. Различие заключается в подаче карамельной массы в кара-мелеподкаточную машину и в способе смазки трубки начинкона-полнителя.
При выработке тянутой карамели на непрорывнопоточной линии карамельная масса после тянульной машины непрерывно поступает на ленточный транспортер, подающий массу в карамеле-подкаточную машину. Для перехода карамельной.массы с транспортера в карамелеподкаточную машину в конце его установлен направляющий ролик и наклонная площадка. По площадке лентэ карамельной массы спускается на карамельный конус и наматывается на него. На универсальной поточной линии на ленточном транспортере устанавливается качающийся рычаг, направляющий карамельную массу в карамелеподкаточную машину и равномерно распределяющий массу по длине конуса. Смазка трубки начинка-наполнителя на поточных линиях механизирована.