Карамель с шоколадной, пралиновой, прохладительной начинкой чаще всего делается с нижней рубашкой в перетяжку (в складку). Реже карамель в складку готовится с простой или молочной помадой, сбивной и фруктовыми начинками.
В этом случае пирог приготовляется следующим образом. От порции массы отделяют около 40% на нижнюю рубашку, оставляя 60% для верхней. Из нижней рубашки свертывают конверт, закладывают в него начинку и закрывают. Слегка раскатывая полученный пирог, придают ему цилиндрическую форму. Затем растягивают его и складывают по ширине. После этого пласт перевертывают на другую сторону, снова растягивают и складывают, на этот раз уже по толщине.
Таким образом продолжают вытягивание, складывание по ширине и по толщине и каждый раз перед вытягиванием перевертывают пласт на другую сторону. Складывание производится семь • раз. Шестой и седьмой раз складывают только по толщине, подгоняя длину получаемого пирога к размеру верхней рубашки. Поел,; этого производится завертывание в верхнюю рубашку.
- Каждое складывание увеличивает число складок вдвое. При семи складываниях получается 128 складок, которые дают возможность получить тонкостенную равномерную, рассыпающуюся при раскусывании карамельную соломку.
|
128 складок обычно делается в карамели с шоколадной, прали-новой и ореховой начинкой. Начинки сбивные и помадные при нормальной консистенции также позволяют сделать 128 складок. С жидкими начинками, в том числе и фруктовыми, делают 64 складки, сложив и вытянув пирог шесть раз.
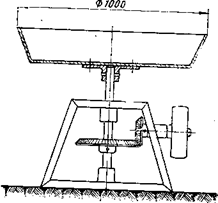
На рис. 12 показан кольцевой складыватель позволяющий механизировать процесс складывания. Он представляет собой вращающуюся на вертикальной оси конусную чашу. Дно чаши выложено дощечкой, а борта фанерой. Вся внутренняя часть обшита полотном.
ита по
| Рис. 12. Кольцевой складыватель. |
Приготовленный пирог с введенной в него обычным способом начинкой закладывается
"•yl^T^ „^ _ „ _ о
.._..„„ж„„ закладывается в карамелеподкаточную машину. Жгут, пройдя через калибрующе-вытягивающую машину, подается в кольцевой складыватель. Карамельный жгут должен направляться по внутренней стороне борта кольцевого складывателя и иметь скорость, равную окружной скорости края дна чаши; таким образом, достигается правильное укладывание жгута в виде спирали. Полученное многослойное кольцо из карамельного жгута снимается, складывается вдвое, завертывается в верхнюю рубашку и вновь закладывается в катальную машину. Далее, пройдя калиб-рующе-вытягивающую машину, жгут направляется в формующую машину.
ПО
ФОРМОВАНИЕ И ОХЛАЖДЕНИЕ КАРАМЕЛИ
ФОРМОВАНИЕ КАРАМЕЛИ
Целью формования является разделение карамельного жгута на отдельные карамельки и придание им определенной формы. Существует большое количество различных машин и приспособлений для машинного, полумеханизированного и ручного формования карамели. Наиболее распространены на наших фабриках цепные режущие и штампующие машины и начинают внедряться ротационные. В цепных машинах карамельный жгут, непрерывно поступающий из калибрующе-вытягивающей машины, захватывается и постепенно зажимается двумя расположенными одна над другой бесконечными цепями, двигающимися в одном направлении. При зажимании жгута происходит деление его на отдельные карамельки, при этом жгут не разрезается полностью. Между отдельными карамельками остается перемычка толщиной в 1—2 мм, из формующей машины карамельки выходят в виде непрерывной цепочки.
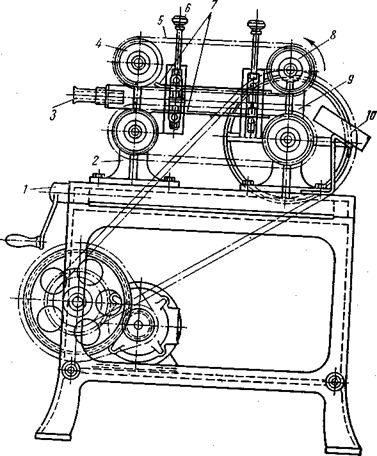
На режущей машине (рис. 13) происходит только разрезание карамельного жгута на отдельные карамельки. Получающаяся при этом карамель имеет форму «подушечки». Основной рабочей частью машины являются две бесконечные цепи (верхняя и нижняя) с ножами. Обе цепи поддерживаются и подтягиваются друг к другу двумя полозками. Для получения четкого разреза карамельного жгута, закрытого шва и равномерного распределения начинки в карамели цепи необходимо устанавливать таким образом, чтобы при резке точно совпадали кромки ножей обеих цепей и чтобы разрезание карамельного жгута происходило постепенно. Постепенность разрезания достигается тем, что, регулируя положение полозков, зазор между цепями при входе в них карамельного жгута делают больше, чем при выходе, т. е. цепи по мере движения сходятся клинообразно.
Имеется два типа карамелережущих цепей, которые различаются формой получающейся карамели — типа «подушечки» и «лопатки». При установке цепи первого типа карамель получается в виде выпуклой подушечки, ширина которой равна расстоянию между ножами (шагу) цепей, а длина — диаметру жгута. Эти цепи изготовляются преимущественно с шагом 14—16 мм.
В цепях второго типа между ножами вставляются перпендикулярные к ним площадки. Когда происходит резка карамели, площадки сверху и снизу нажимают на карамель и придают ей приплюснутую форму «лопатки». Иногда к площадкам прикрепляются пластинки с выгравированным рисунком, который отпечатывается на карамели при сплющивании ее площадками. Цепи «лопатки» изготовляются с шагом 16—18 мм и больше. Карамель получается со швом по узкой части.
В отличие от режущей штампующая машина (рис. 14) не только производит резку жгута на отдельные карамельки, но и штампует карамель, придавая ей определенную форму и рисунок. Основ-Ill
| Рис. 13. Цепная карамелережущая машина: 1 — натяжной механизм, 2 и 9 — стойки, 3 — направляющая втулка, 4 — направляющие ролики, 5 — формующие цепи, 6 — винты для регулировки сближения цепей, 7 —> нажимные полозки, 8 — ведущая звездочка, 10 — лоток. ков, придавая карамели определенную форму и нанося на нее рисунок, выгравированный на штампе. При выходе жгута из цепи 112 |
|
ными формующими частями машины являются, так же как в режущей машине, две бесконечные цепи. Нижняя цепь состоит из одних мостиков, имеющих посредине острый ребро-нож, служащий для резки жгута. Верхняя цепь имеет, кроме мостиков, направляющие со штампиками (пуансонами). Штампики на торцовой поверхности имеют гравировку. Карамельный жгут поступает через направляющую втулку в цепи машины, захватывается ими, постепенно сжимается и надрезается. В это время специальное устройство (боковые цепи) сжимает штампы, они сдавливают жгут с бо-
установлены два разводящих полозка, которые раздвигают штампы и освобождают цепочку отштампованной карамели. Это осуществляется также с помощью пружин, установленных на штоках штампиков. Карамель поступает дальше на узкий охлаждающий транспортер.
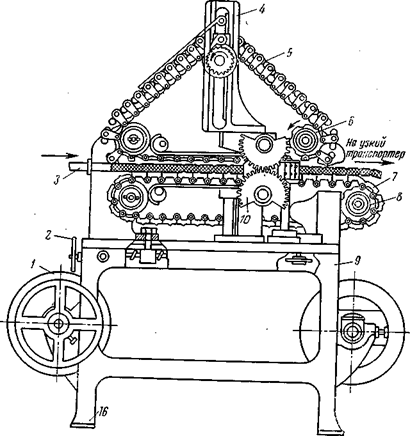
Рис. 14. Карамелештампующая машина:
/ — приводной шкив, 2 — маховичок натяжного механизма, 3 — направляющая
втулка, 4 — стойки, 5 — верхняя штампующая цепь, в и 8 — ведущие звездочки,
7 — нижняя штампующая цепь, 9 — станина, 10 —• механизм регулировки
прижима верхних и нижних полозков.
На штампующей машине можно получать карамель разнообразной формы и с разнообразным рисунком. Цепи формующих машин делаются с шагом 20, 30, 38 мм. Наиболее принятая форма — шарик, овальная и удлиненно-овальная.
На штампующей машине при некотором ее усовершенствовании могут устанавливаться не только штампующие, но и режущие ценз
пи. Применение таких машин особенно целесообразно на предприятиях средней и малой мощности: для получения разнообразного ассортимента отпадает необходимость иметь два типа формующих машин.
Недостатком цепных режущих и штампующих машин является быстрая изнашиваемость цепей при больших скоростях, с которыми в настоящее время они работают. Этого недостатка не имеют ротационные машины, также применяющиеся в промышленности. Широко применяется формование карамели на ирисоформую-ще-заверточных машинах. На этих машинах формуют карамель леденцовую и с густыми начинками, в основном орехово-шоколад-ными. Разделанная и подготовленная карамельная масса на этих машинах формуется, завертывается в этикетку и охлаждается. Для нормальной работы машин применяют карамельную массу с влажностью 3,0—3,5%, температура массы при закладке ее в катальную машину должна быть 68—75°С, а начинки 58—62°С.
Для получения при формовании карамели хорошего качества необходимо строгое соблюдение температурного режима, о котором мы говорили ранее. Температура карамельной массы, поступающей в катальную машину, должна быть около 80°С; температура начинк-и в зависимости от времени года 60—68°С; температура карамели, поступающей на узкий охлаждающий транспортер, не выше 70°С. Переохлажденная карамельная масса плохо формуется, на ее поверхности образуются трещины. Применение недостаточно охлажденной карамельной массы и горячей начинки вызывает деформацию карамели при переходе ее на охлаждающий транспортер. Переохлажденная начинка препятствует сплавлению карамельной массы в местах надрезания карамельного жгута, карамель получается с открытым швом, из которого вытекает начинка.
ОХЛАЖДЕНИЕ КАРАМЕЛИ
Отформованная карамель имеет температуру 65—70°С. При такой температуре она сохраняет пластические свойства и может легко потерять свою форму. Для того чтобы карамель могла подвергаться дальнейшей обработке, ее охлаждают до 40—45°С.
Карамель выходит из формующей машины или в виде непрерывной цепочки, состоящей из карамелек, соединенных тонкой перемычкой, или в некоторых конструкциях машин в виде отдельных карамелек. В первом случае охлаждение производят на узком и широком транспортерах; во втором — только на широком.
Узкий транспортер имеет ширину 6—8 см, длина же его в зависимости от длины производственного помещения колеблется в широких пределах (от 4 до 30 м). Охлаждение карамели на нем достигается тем, что она обдувается воздухом, подаваемым вентилятором через воздуховоды. Воздух обдувает карамель сверху или, если транспортер закрытый, с боков. На узком транспортере цепочка карамели охлаждается настолько, что, попадая в конце его на 114
широкий транспортер, разбивается на отдельные карамельки. При установке коротких транспортеров карамельные перемычки не успевают охладиться и стать хрупкими, поэтому для разбивки цепочки ставят специальное приспособление.
Скорость узкого транспортера должна быть равна скорости цепей. При неравных скоростях карамель на узком транспортере может деформироваться — вытягиваться или слипаться.
При полумеханизированном способе производства карамели в качестве широкого охлаждающего транспортера применяют в основном вибрационные лотки, совершающие возвратно-поступательное движение. Лоток имеет уклон в сторону движения карамели. В дне лотка в месте поступления на него карамели и при ее выходе делают отверстия для отсева крошек, образующихся при разбивке карамельной цепочки. Охлаждающий воздух подается сверху. Карамель после охлаждения независимо от сорта должна иметь температуру не выше 40—45°С. Оптимальная относительная влажность охлаждающего воздуха не более 60%, а температура для любого времени года 10—12°С. В летнее время воздух необходимо охлаждать, применяя специальные холодильные установки. В зимнее время наружный воздух смешивается с воздухом помещения и подогревается в калорифере. Расход воздуха составляет 8000— 10000ж3/ч.
Для поддержания оптимальных параметров охлаждающего воздуха целесообразно применять специальные установки по кондиционированию воздуха. Такие установки, автоматически поддерживающие заданную оптимальную температуру и влажность воздуха, внедряются на передовых фабриках.
Общая продолжительность охлаждения карамели при полумеханизированном способе работы составляет 5—6 мин. Охлажденная карамель ссыпается в лотки и передается для завертки или обработки ее поверхности.
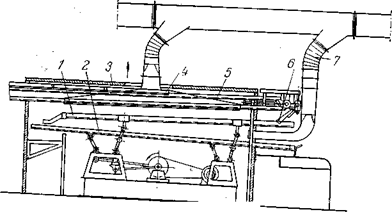
В поточных линиях для охлаждения отформованной карамели применяются двухъярусные вибрационные аппараты закрытого типа (рис. 15), Они представляют собой два расположенных друг над другом качающихся лотка, заключенных в шкафную камеру, в которую подается охлаждающий воздух. Карамель по узкому транспортеру поступает в шкаф и при помощи качающегося совка укладывается в виде змейки на верхний лоток. Уклон лотка и его вибрация обеспечивают продвижение по нему карамели. Цепочка карамели, продвигаясь по транспортеру и несколько охладившись, рассыпается на отдельные карамельки. С первого лотка карамель передается на второй и движется по нему в обратном направлении. В конце первого лотка и в начале второго в дне их имеются отверстия, через которые в подставленные лотки просеиваются крошки Охлаждающий воздух на первый лоток подается по всей его длине сверху, а на нижний — противотоком из бокового патрубка. Карамель охлаждается до температуры не выше 40—45°С, продолжительность охлаждения составляет 4—5 мин.
|
| При применении кондиционированного воздуха для охлаждения отформованной карамели в закрытых узких транспортерах и двухъярусных шкафах рекомендуется подавать воздух температурой 12—15°С и относительной влажностью 50—60%. |
Рис. 15. Двухъярусный охлаждающий аппарат: / — верхний лоток, 2 — нижний1 лоток, 3 — шкафная камера, 4 и 7 — воздуховоды, 5 — узкий ленточный транспортер, 6 — желобок.
Из охлаждающего аппарата карамель специальными транспортерами подается на заверточные машины или в непрерывно действующий аппарат для глянцевания или обсыпки сахаром поверхности карамели.