Дублирование основных деталей целесообразно выполнять на дублирующих установках в раскройном цехе или в отдельном помещении, имеющем транспортные средства по доставке кроя в швейные цехи. Допускается организация участков дублирования в швейных цехах с мощностью, обеспечивающей рациональную загрузку оборудования. Для дублирования применяются установки непрерывного действия фирм Majer и Kanneqisser, а также прессы фирм Pannonia, Majer и др. При этом процесс дублирования осуществляется в такой последовательности:
■ укладывание деталей из основного материала;
■ укладывание деталей прокладки;
■ склеивание;
■ охлаждение;
■ съем обработанных деталей.
Дублирование основных деталей клеевыми прокладками применяется с целью повышения формоустойчивости, а также других эксплуатационных свойств деталей одежды. Технология обработки одежды, при которой детали дублируются частично или по всей поверхности, называется фронтальным дублированием или фронтальной фиксацией.
Широкое применение дублирование нашло при обработке переда изделия, воротников и различных мелких деталей.
При фронтальном дублировании используются детали прокладки в один или несколько слоев. Прокладки в один слой применяют в женских, детских пальто и костюмах, а также в мужских пальто и костюмах с повышенной жесткостью основного материала.
Перед пальто и пиджаков дублируют, как правило, основным и дополнительным слоями прокладочных материалов, что обусловлено повышенными требованиями к формоустойчивости этих деталей.
Отдельные детали, требующие особой точности (воротник, клапаны и т. п.), дублируют после их грубого вырезания либо вырезания участка полотна с групповым расположением таких деталей. После этого производят точное выкраивание деталей на ленточной машине.
Все детали из термоклеевых прокладочных материалов для дублирования можно разделить на две группы в зависимости от их размеров относительно размеров деталей из основного материала и различия рабочих приемов по совмещению срезов этих деталей перед склеиванием. Первая группа включает детали, которыми дублируют всю или почти всю площадь деталей из основного материала (переда, воротника). Вторую группу составляют детали для приклеивания на отдельных участках основных деталей: дополнительные прокладки в концы воротника, в область груди переда и т. п. К ним также относятся прокладки, которыми закрепляются места расположения прорезных карманов и срезы деталей (срезы низа переда, спинки, рукавов, верхние срезы боковых отрезных частей переда на участке проймы и др.).
В последнее время для дублирования используются многозональные прокладочные материалы, имеющие в долевом направлении три зоны (жесткая, переходная и мягкая) и отличающиеся поверхностной плотностью и другими показателями физико-механических свойств. Их существенным преимуществом является уменьшение многослойности пакета одежды, снижение расхода материала, упрощение технологии обработки и повышение производительности труда.

 182
182
 4.11. ОСОБЕННОСТИ ТЕХНОЛОГИИ НАСТИЛАНИЯ И РАСКРОЯ МАТЕРИАЛОВ НА ПРЕДПРИЯТИЯХ БЫТОВОГО ОБСЛУЖИВАНИЯ
4.11. ОСОБЕННОСТИ ТЕХНОЛОГИИ НАСТИЛАНИЯ И РАСКРОЯ МАТЕРИАЛОВ НА ПРЕДПРИЯТИЯХ БЫТОВОГО ОБСЛУЖИВАНИЯ
В зависимости от видов услуг и форм обслуживания на предприятиях бытового обслуживания раскрой производят настилами или одиночными полотнами.
Настилами раскраивают детали изделий-полуфабрикатов и мелких партий из основных, подкладочных и прокладочных материалов, а также детали подкладки, утепляющей прокладки, бортовой прокладки для инд-заказов мужской одежды и т. п.
Технологический процесс настилания и раскроя деталей в данном случае идентичен процессу настилания и раскроя деталей одежды, изготавливаемой в условиях массового производства. Операции раскройного производства при раскрое настилами рекомендуется производить в цехах централизованного раскроя материалов. Объем производства в этом случае складывается из заявок конкретных подразделений предприятия.
Техническое оснащение централизованных цехов раскроя материалов определяется объемами их производства. В основном процессы настилания в них осуществляются вручную, раскрой деталей выполняется с использованием передвижных раскройных машин и стационарных ленточных. Использование автоматизированных настилочных и раскройных комплексов на предприятиях бытового обслуживания достаточно проблематично из-за небольших объемов производства и высокой стоимости оборудования.
Раскрой деталей изделий индзаказов производят отдельными полотнами. Раскрой отдельными, предварительно отрезанными, полотнами выполняют закройщики или подрезчики. Закройщик раскраивает детали из основного материала, подрезчик - детали из подкладочных и прокладочных материалов (если они не раскраивались централизованно), используя детали верха или их лекала. Отдельные полотна могут быть материалом заказчика или предприятия. Количество материала, принесенное заказчиком, должно соответствовать отраслевой или оперативной норме расхода материала на выбранную модель. Если заказ выполняют из материала предприятия, то полотно отрезают от куска в соответствии с вышеназванными нормами.
Перед раскроем шерстяные ткани декатируют с целью уменьшения усадки в процессе последующей обработки и эксплуатации изделий. Декатирование производят на декатировочном аппарате или утюгом. В последнем случае ткань равномерно увлажняют из пульверизатора или обильно пропаривают, затем ее складывают или закатывают в рулон и оставляют на 8 - 12 часов для естественного просушивания. После чего ткань утюжат через проутюжильник, избегая перекосов. В ателье высшего разряда декатированию подлежат все шерстяные ткани.
Детали из основного материала изделий индивидуальных заказов раскраивают в такой последовательности: подбирают лекала базовых или универсальных конструкций одежды требуемого силуэта исходя из параметров фигуры заказчика и выбранной модели, выполняют предварительную раскладку лекал; корректируют конструкцию с учетом измерений фигуры заказчика, обводят контуры деталей, вырезают их и комплектуют крой.
Перед выполнением раскладки лекал полотно укладывают на стол, сложив его вдоль посередине (всгиб). Раскладка выполняется с использованием 0,5 комплекта лекал деталей. Это сокращает время на обмелку контуров и создает удобство в работе закройщика. Технические требования на выполнение раскладки практически такие же, как при выполнении раскладок в массовом производстве одежды, с той лишь разницей, что в раскладке предусматриваются припуски на швы и уточнение конструкции по фигуре заказчика при примерках. Кроме того, при раскладке лекал на полотне всгиб необходимо целые симметричные детали (спинка, воротник и др.) укладывать, совмещая середину детали со сгибом материала.
Применение метода гибкой конструкции с использованием макетов (жилетов) изделий модной силуэтной формы позволяет заменить исходную информацию в виде измерений фигуры заказчика на данные об изменении конструкции, что в свою очередь обеспечивает точность исполнения выбранной модели, точность кроя, исключает внутрипроцессную примерку изделия, повышает производительность труда закройщиков и портных, сокращает сроки изготовления одежды.
После обмеливания контуров деталей закройщик проверяет их наличие в раскладке на отдельном полотне и вырезает ручными или электрическими ножницами. Для раскроя пальтовых материалов применяют ручные ножницы № 1 — 2, для костюмных - № 2 - 3, для хлопчатобумажных и шелковых тканей - № 4. Электрические раскройные ножницы, представляющие собой малогабаритные передвижные машины с дисковым ножом типа S-52, S-54, S-58, облегчают труд закройщиков и улучшают качество кроя. Ими вырезают детали из любых материалов в одно полотно или несколько общей высотой до 5 мм.
Детали кроя вместе с отходами от раскроя закройщик складывает, перевязывает или укладывает в пакеты (из бумаги, полиэтиленовой пленки и т. п.), прикрепляет паспорт заказа и сдает полученный комплект на участок запуска.
На предприятиях бытового обслуживания в настоящее время действуют в основном две формы организации работы закройщиков - индивидуальная и коллективная без разделения труда. При индивидуальной форме закройщик обслуживает одну закрепленную за ним бригаду портных небольшой мощности (4-7 человек) или несколько портных, работающих индивидуально. В этом случае закройщик выполняет весь цикл работ: из-

 184
184
13- Зак. 604
мерение фигуры заказчика, раскрой, проведение примерки, обмеливание деталей после примерки, инструктаж бригадира, мастеров-портных, контроль за их работой, сдача изделия заказчику. Индивидуальная форма работы закройщиков предпочтительна при выполнении заказов, отличающихся оригинальностью, сложностью модели и формы. При этом очень важно, чтобы фактическая выработка закройщика соответствовала возможной выработке обслуживаемой бригады или превышала последнюю.
Индивидуальная форма организации работ закройщиков имеет два основных недостатка:
■ невозможность увеличения мощности бригад, а следовательно, от
сутствие стимула для повышения производительности труда;
■ отсутствие контакта между закройщиками, что снижает возмож
ность их взаимозаменяемости.
Коллективную форму организации труда закройщиков без разделения труда применяют в более крупных бригадах (свыше 8-9 человек), при которой весь цикл работ выполняется одним человеком, но бригаду обслуживают одновременно несколько человек. При внедрении коллективной формы работы закройщиков создаются предпосылки к повышению производительности труда бригады, обеспечивается взаимозаменяемость закройщиков в работе, появляется возможность обеспечить закройщикам в салоне работу по графику при каждодневном приеме заказов. Качество изделий зависит от степени единства методов работы закройщиков, от использования ими единой нормативно-технической документации.
При рассмотренных выше формах организации труда закройщики должны иметь высокую квалификацию, обладать знаниями художника, конструктора и технолога. Дальнейшее совершенствование форм организации работы закройщиков должно идти по пути разделения их труда и механизации выполняемых операций.
В ателье высшего и первого разрядов консультации по выбору фасонов заказчикам вместо закройщика проводит художник. Кроме того, возможно разделение труда закройщиков с распределением функций, выполняемых на разных участках производства. Например, один закройщик работает в приемном салоне, обеспечивая прием заказов, обмер фигуры, выполнение примерок, обмеливание изделия после примерки, сдачу готового изделия, другой - в раскройном и швейном цехах (подбирает лекала базовых конструкций, выполняет раскрой изделий, проводит инструктаж бригадира и портных). Необходимыми условиями при работе закройщиков с разделением труда являются единые методы снятия мерок и конструирования одежды, а также единая система условных меловых обозначений.
Организацию работ закройщиков с разделением труда в настоящее время применяют при наличии удаленных приемных пунктов и при приеме там заказов простых форм и конструкций.
Кроме того, предпосылками для разделения труда закройщиков являются проектирование одежды с использованием метода гибкой конструкции, механизация и автоматизация операций измерения фигуры заказчика, применение ЭВМ для разработки конструкции деталей, припусков и прибавок, выполнения экономичной раскладки лекал и т. п.

 186
186
|
|

 188
188

|

|
 190
190

|

|

|
|

|

|
|

|

|
ЛИТЕРАТУРА
Автоматизированный настилочно-раскройный комплекс отечественного производства /Ю. А. Балкастов, Б. П. Старков, С. Т. Ильина // Швейн. пром-сть. - 1992. - X» 2. -С. 18-19.
Автоматизированная промерочно-браковочная машина /А. С. Железняков, В. А. Александров, К. А. Беличенко, Ю. В. Елтышев // Швейн. пром-сть. - 1991. - X» 5. -С. 19-21.
Автоматизированная система регистрации пороков и формирования массива отрезков куска ткани / А. С. Железняков, В. А. Александров, К. А. Беличенко, Ю. В. Елтышев//Швейн. пром-сть. - 1991. - № 3. - С. 15-17.
Аскаров Б. Р. Модернизация и расширение САПР INVESMARK DS //Швейн. пром-сть. - 1995.-№ 6. - С. 24.
Беденко Г. М. Некоторые вопросы совершенствования нормирования расхода ткани в швейном производстве. - Автореф. Дис.... канд. техн. наук. - Л., 1970.
Волков Н. Г. Гибкое программное средство настилания // Швейн. пром-сть. - 1993. -№4.-С. 14-15.
Галынкер И. И. Подготовка и настилание тканей. - М.: Легкая индустрия, 1969. -346 с.
Галынкер И. И., Сафронова И. В. Механическая технология производства одежды. -М.: Легкая индустрия, 1977. - 302 с.
Голубкова В. Т. Автоматизация технологической подготовки швейного производства: Учеб. пособие. - ВГТУ, 1996. - 118 с.
Гутаускас М. М. Новое устройство для маркировки деталей кроя // Швейн. пром-сть. - 1992-№ 4. - С. 36.
Доможиров Ю. А., Полухин В. П. Внутрипроцессный транспорт швейных предприятий. - М.: Легпромбытиздат, 1987. - 200 с.
Инструкция по нормированию расхода материалов в массовом производстве швейных изделий. - М.: ЦНИИТЭИлегпром, 1988. - 88 с.
Инструкция по рациональному расчету кусков материалов для раскроя. -М.: ЦНИИТЭИлегпром, 1983. - 37 с.
Инструкция по рациональному раскрою тканей с рисунком в клетку на костюмы, пальто и платья. - М.: ЦНИИТЭИлегпром, 1985. - 24 с.
Зачем штриховой код? / Ю. А. Доможиров, В. В. Лепчиков, Т. Т. Рябинская // Швейн. пром-сть. - 1997- № 2. - С. 15 - 16.
Каталог оборудования и средств малой механизации для предприятий швейной подотрасли службы быта. - Мн.: Белбыттехпроект, 1990. - 105 с.
Козлов Б. А. Плотные многокомплектные раскладки деталей швейных изделий. -М.: Легпромбытиздат, 1985. - 152 с.
Кокеткин П. П., Сафронова И. В., Кочегура Т. Н. Пути улучшения качества изготовления одежды. - М.: Легпромбытиздат, 1989. - 240 с.
Любина А. С, Смирнова Г. П. Оперативно-производственное планирование и диспетчеризация//Швейн. пром-сть.- 1987.-X» 1.-С. 21 -23.
Макроусов Г. К, Герасимова Н. И. Влияние адаптивного конструирования на материалоемкость, технологичность и качество изделия // Швейн. пром-сть. - 1988- № 5. -С. 30-31.
Маркировка швейных изделий штриховыми кодами / В. В. Лепчиков, Н. М. Неми-ровченко, Т. Т. Рябинская // Швейн. пром-сть. - 1995. -№ 3. - С. 28 - 31.
Матузова Е. М. Швейное производство предприятий бытового обслуживания: Справ. - М.: Легпромбытиздат, 1988. - 416 с.
Мелихова В. М., Шабалина Н. В. Малооперационная технология швейных изделий по индивидуальным заказам: Учеб. пособие. - М.: МТИ, 1989. - 80 с.
Методические рекомендации по изготовлению швейных изделий по индивидуальным заказам с использованием метода гибкой конструкции. - Мн.: Белбыттехпроект, 1984.-93 с.
Методические указания по измерению площадей лекал деталей одежды.-М.: ЦНИИТЭИлегпром, 1978. - 13 с.
Миленин В. В. Устройства вывода в системах автоматизации // Швейн. пром-сть. -1996.-Х» 6. -С. 25-26.
Миленин В. В., Хренин А. П. Программно-технический комплекс АБРИС // Швейн. пром-сть. - 1996. - № 3. - С. 26 - 27.
Миленин В. В., Хренин А. П. Процесс раскладки лекал в САПР // Швейн. пром-сть. -1995.-Х» 1.-С. 19-20.
Назарова А. И., Куликова И. А. Проектирование швейных предприятий бытового обслуживания. - М.: Легпромбытиздат, 1991. - 188 с.
Наумович С. В., Сверщевскип Г. А. Система автоматизированного проектирования раскроя одежды // Швейн. пром-сть. - 1995. —'№ 3. - С. 25 - 26.
Научно-технический прогресс в швейной промышленности. Швейное производство: Пер. с чеш. / Т. Яношне, И. Хавел, Ю. Кляинерт и др. - М.: Легпромбытиздат, 1985.-136 С.
Об утверждении отраслевых нормативов межлекальных отходов в раскладках лекал деталей на мужскую, женскую и детскую одежду // Приказ Ха 28 от 21.01.1985. -М.: МЛП СССР, 1985. - 30 с.
О повышении точности измерения длины куска ткани / А. С. Железняков, В. А. Александров, К. А. Беличенко, Ю. В. Елтышев // Швейн. пром-сть. - 1990.- X» 6. -С. 13-16.
Определение параметров оптимального расположения лекал / В. Н. Прудиус, Л. И. Ивановская, Г. И. Испирян // Известия вузов. ТЛП. - 1971. -X» 1. - С. 82 - 83.
Опыт внедрения зарубежного подготовительно-раскройного оборудования на швейных объединениях Минлегпрома России. - М.: Легпроммеханизация, 1990. - 71 с.

 200
200
Опыт эксплуатации САПР на швейном предприятии / В. А. Крайнев, М. С. Кнута-рев, С. С. Редин, А. С. Железняков // Швейн. пром-сть. - 1995.- № 2. - С. 27 - 28.
Организация раскройного производства на швейном предприятии / С. А. Гумилев-ская, В. А. Горин, Л. П. Афанасьев и др. - М.: Легкая индустрия, 1970. - 282 с.
Организация рационального использования материалов в швейной промышленности / И. Н. Град, Е. Г. Авсеев, В. Ф. Петроченко. - М.: Легпромбытиздат, 1986. - 168 с.
Основные направления автоматизации процессов подготовительно-раскройного производства в швейной промышленности / Т. В. Бабар, Т.В. Бурова, В. Н. Соколов // Оборудование для швейной промышленности: Обзорн. информ. - ЦНИИТЭИлегпром. -М.,1986.-Вып. 3.-56 с.
Основные положения по организации нормирования, учета и рационального использования материалов на предприятиях, изготавливающих швейные изделия по инд-заказам населения. - М.: МБОН РСФСР, 1984. - 63 с.
Основы промышленной технологии поузловой обработки верхней одежды / Т. И. Куликова, А. А. Досова, К. Г. Гущина и др. - М.: Легкая индустрия, 1976. - 560 с.
Першина Л. Ф., Петрова С. В. Технология швейного производства: Учебн. - М., Легпромбытиздат, 1991. - 416 с.
Подолякин В. И. Автоматизированный комплекс рационального использования материалов на швейном предприятии. - М.: Легпромбытиздат, 1987. - 152 с.
Проспекты нового оборудования подготовительно-раскройного производства фирмы C-tex (Англия), Bullmer, Curis (Германия), Setec (Франция), Rimoldi (Италия) и др.
Раскройная машина. Пат. 3818521 Германия. МКИ В 26 Д 3/10/ Koukal Aniton: Заявл. 31.05.88; Опубл. 28.12.89.
Реут Т. Н., Качанова А. И. Технология изготовления швейных изделий по индивидуальным заказам: Учебн. - М.: Легпромбытиздат, 1989. - 320 с.
Савостицкий А. В., Медиков Е. X. Технология швейных изделий: Учебн./ Под ред. А. В. Савостицкого. - М.: Легкая и пищевая промышленность, 1982. - 440 с.
Семенов А. Г., Наумович С. В. Новые рубежи развития АНРК // Швейн. пром-сть. - 1995. -№6.-С. 14-15.
Справочник по подготовке и раскрою материалов при производстве одежды / Под ред. И. И. Галынкера. - М.: Легкая индустрия, 1980. - 272 с.
Степин Ю. Д. Современные средства автоматизации процесса подготовки раскроя швейных изделий // Швейн. пром-сть. - 1994. - S» 2. - С. 13-15.
Технологический процесс проектирования и изготовления одежды с использованием метода «Стандартная модель». - Мн.: Белбыттехпроект, 1987. - 79 с.
Технологическое оборудование для швейной промышленности, подлежавшее созданию и освоению в 1991 - 1995 гг. - М.: ЦНИИТЭИлегпром, 1991. - 109 с.
Технология швейного производства / А. Б. Синяков, А. А. Антипова, Н. Н. Карасе-ва. - М.: Легкая индустрия, 1972. - 360 с.
Технология швейных изделий по индивидуальным заказам / А. И. Назарова, И. А. Куликова, А. В. Савостицкий. - М: Легпромбытиздат, 1986. - 336 с.
Устройство для маркировки и отметки пороков: Пат. 3436231 Германия.
Устройство для снятия портновской мерки: А. с. 1607768 Россия, МКИ А 41 Н 1/04/ М. А. Шайдоров, В. Л. Шушкевич, А. А. Джежора. Опубл. 23.11.90. Бюл. № 43.
Фактор Л. Ф., Мезенцева Л. С. Внедрение секционно-полосового метода раскладки лекал // Швейн. пром-сть. - 1982. - № 3. - С. 27 - 28.
Шайдоров М. А., Меликов Е. X. Применение фронтального дублирования в производстве швейных изделий. Серия. Швейн. пром-сть: Обзорн. информ. - М.: ЦНИИТЭИлегпром, 1981. - Вып. 2. - 63 с.
Шамухитдинова Л. Ш., Коблякова Е. Б., Смирнова Т. В. Классификация и кодирование конструктивных решений трансформируемых элементов одежды // Швейн. пром-сть. - 1991. - № 6. - С. 24 - 26.
Hugher F. Japans MITJ univeils progress. - Bobbin Magazine, 1988. - Vol. 29, № 9. -P. 86, 88, 90, 92.

 202
202
!
ОГЛАВЛЕНИЕ
От авторов............................................................................................................ 3
Условные сокращениия................................................................................................. 4
1. Общая характеристика подготовительно-раскройного производства швейных
предприятий по изготовлению одежды......................................................................... 5
1.1. Характеристика подготовительно-раскройного производства швейных предприя-
тий массового изготовления одежды.................................................................... 5
1.2. Особенности подготовительно-раскройного производства предприятий бытового
обслуживания населения....................................................................................... 8
Контрольные вопросы............................................................................................. 9
2. Технология разработки новых моделей и подготовки производства к их запуску....10
2.1. Проектирование новых моделей............................................................................ 10
2.1.1.Моделирование............................................................................................. 10
2.1.2.Конструкторская и технологическая подготовка новых моделей............... 12
2.1.3.Особенности проектирования новых моделей в конкретных условиях...... 14
2.2. Конструкторская подготовка производства к запуску новой модели................... 15
2.2.1.Изготовление лекал-эталонов....................................................................... 16
2.2.2.Изготовление рабочих лекал........................................................................ 16
2.3. Технологическая подготовка производства к запуску новой модели.................. 18
2.3.1. Нормирование расхода материалов............................................................. 18
2.3.2. Изготовление трафаретов и светокопий...................................................... 40
2.3.3. Подготовка серийного раскроя материалов................................................ 43
2.4. Особенности подготовки к запуску новых моделей иностранных фирм............. 48
2.5. Роль сетевого планирования в подготовке производства к запуску новых моделей...49
2.6. Автоматизация конструкторской и технологической подготовки производства. 51
2.6.1. Обзор систем проектирования..................................................................... 51
2.6.2. Порядок выполнения работ в САПР лекал и раскладок.............................. 56
2.6.3. Характеристика типового комплекта технических средств САПР.............. 63
2.7. Особенности конструкторской и технологической подготовки производства
предприятий бытового обслуживания................................................................. 66
2.7.1. Функции экспериментальной лаборатории................................................. 67
2.7.2. Особенности нормирования расхода материалов для предприятий бытового
обслуживания........................................................................................................ 68
2.7.3. Особенности серийного раскроя материалов.............................................. 72
2.7.4. Функции приемного салона и способы получения основной исходной
информации для раскроя одежды по индивидуальным заказам........................... 73
Контрольные вопросы.............,............................................................................. 77
3. Технология подготовки материалов к раскрою.......................................................... 81
3.1. Приемка и распаковка материалов........................................................................ 81
3.2. Разбраковка и промер кусков материалов............................................................. 82
3.3. Оборудование для разбраковки и промера материалов....................................... 85
3.4. Конфекционирование............................................................................................. 98
3.5. Расчет кусков материала....................................................................................... 99
3.5.1.Подготовка к расчету................................................................................... 99
3.5.2.Расчет кусков.............................................................................................. 100
3.5.3.Оформление карт расчета........................................................................... 102
3.6. Изготовление зарисовок раскладок лекал........................................................... 104
3.7. Подбор кусков материалов в настилы................................................................. 104
3.8. Хранение материалов на предприятии................................................................ 105
3.9. Подъемно-транспортное оборудование, применяемое в подготовительном цехе. 109
3.9.1.Подъемно-транспортное оборудование стационарного типа.................. 109
3.9.2.Подъемно-транспортное оборудование со свободным перемещением грузов..... 111
3.9.3.Механизированное и автоматизированное подъемно-транспортное обору
дование........................................................................................................ 112
3.10............................................................................................................................. Особенности технологии подготовки материалов к раскрою в службе быта
Контрольные вопросы....................................................................................... 115
4. Технология настилания и раскроя материалов........................................................ 118
4.1. Приемка, хранение и транспортирование материалов....................................... 118
4.2. Настилание материалов....................................................................................... 122
4.2.1.Технические требования к настиланию..................................................... 122
4.2.2.Способы укладывания полотен в настилы, способы настилания и изготов
ления настилов............................................................................................ 123
4.2.3.Столы для настилания материалов............................................................. 127
4.2.4.Настилочное оборудование....................................................................... 132
4.2.5.Настилание материалов отдельными полотнами....................................... 141
4.3. Нанесение контуров лекал на настил................................................................... 143
4.4. Клеймение настила, контроль качества настила и учет расхода материалов
на настил............................................................................................................ 144
4.5. Раскрой материалов............................................................................................. 145
4.5.1.Требования к раскрою материалов............................................................ 146
4.5.2.Способы раскроя материалов..................................................................... 146
4.6. Оборудование для раскроя материалов.............................................................. 151
4.6.1. Передвижное раскройное оборудование................................................... 151
4.6.2. Стационарное раскройное оборудование.................................................. 155
4.6.3. Автоматизированное раскройное оборудование с механическим режущим
инструментом.............................................................................................. 157
4.6.4. Оборудование для раскроя новыми способами резания............................ 166
4.7. Заключительные операции раскройного производства...................................... 168
4.7.1.Контроль качества кроя.............................................................................. 168
4.7.2.Разметка деталей......................................................................................... 168
4.7.3.Подгонка деталей по рисунку.................................................................... 169
4.7.4.Сборка и комплектование пачек кроя......................................................... 170
4.7.5.Нумерация деталей кроя............................................................................. 171
4.7.6.Выписка маршрутных листов..................................................................... 173
4.7.7.Печатание маркировочных ярлыков.............................................;............ 173
4.7.8.Маркировка швейных изделий штриховыми кодами................................. 175
4.8. Оборудование для хранения кроя, его транспортирования и удаления отходов
из раскройного цеха........................................................................................... 178
4.9. Авансовый раскрой прикладных материалов...................................................... 182
4.10.Дублирование основных деталей...................................................................... 182
4.11.Особенности технологии настилания и раскроя материалов на предприятиях
бытового обслуживания..................................................................................... 184
Контрольные вопросы........................................................................................ 187
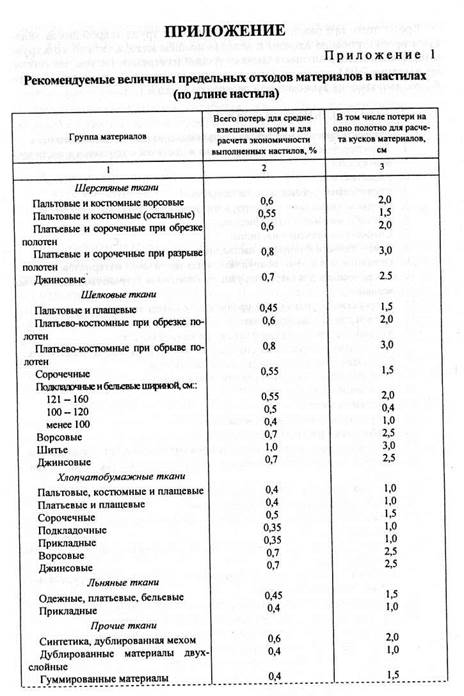
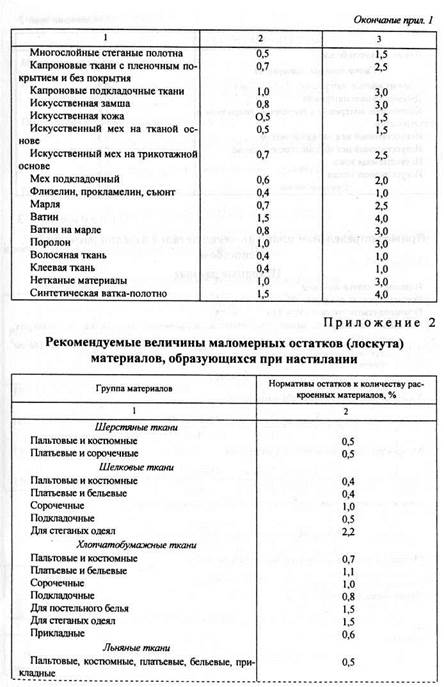
Приложение 1................................................................................................................ 188
Приложение 2................................................................................................................ 189
Приложение 3................................................................................................................ 190
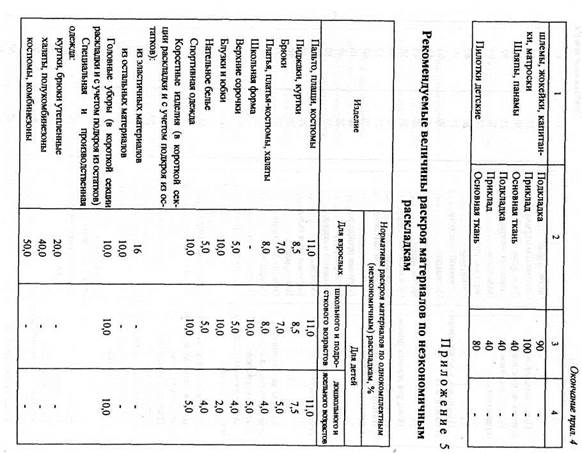
Приложение 4................................................................................................................ 191
Приложение 5................................................................................................................ 194
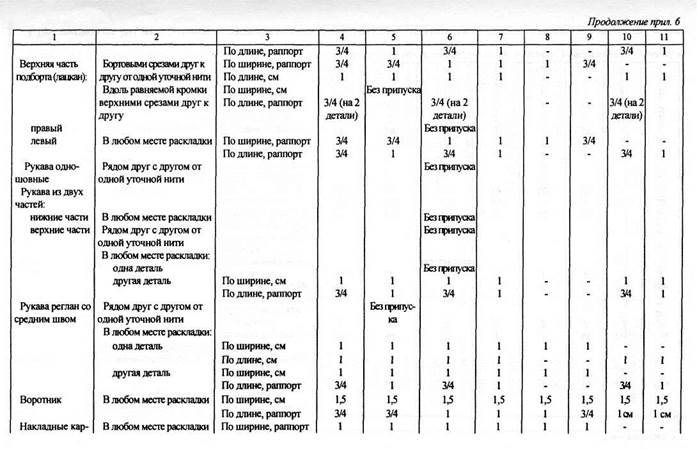
Приложение 6................................................................................................................ 195
Приложение?............................................................................................................... 199
Литература.................................................................................................................... 200

