И на станках
| Содержание операции или характеристика установки | Возможная схема базирования | ||||
| Конструктивная реализация | Условное изображение на технологическом эскизе, согласно ГОСТ 3.1107– 81 | ||||
| Установка вала в двух–трехкулачковом самоцентрирующем патроне, без упора по торцу | 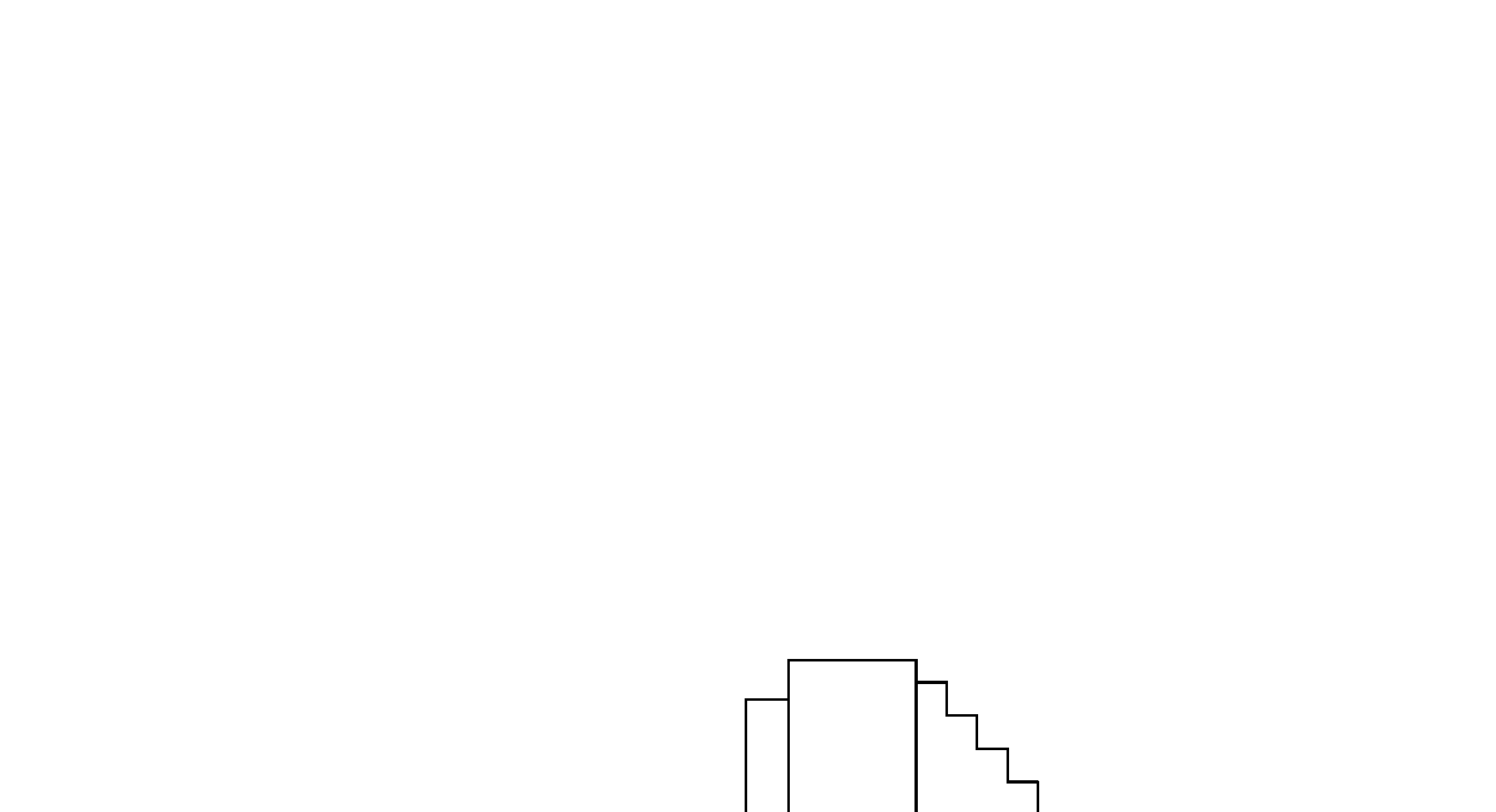
| 
| |||
| Установка вала в са-моцентрирующем трехкулачковом пат-роне с механическим зажимом с упором по торцу с поджимом вращающимся задним центром и с непод-вижным люнетом | 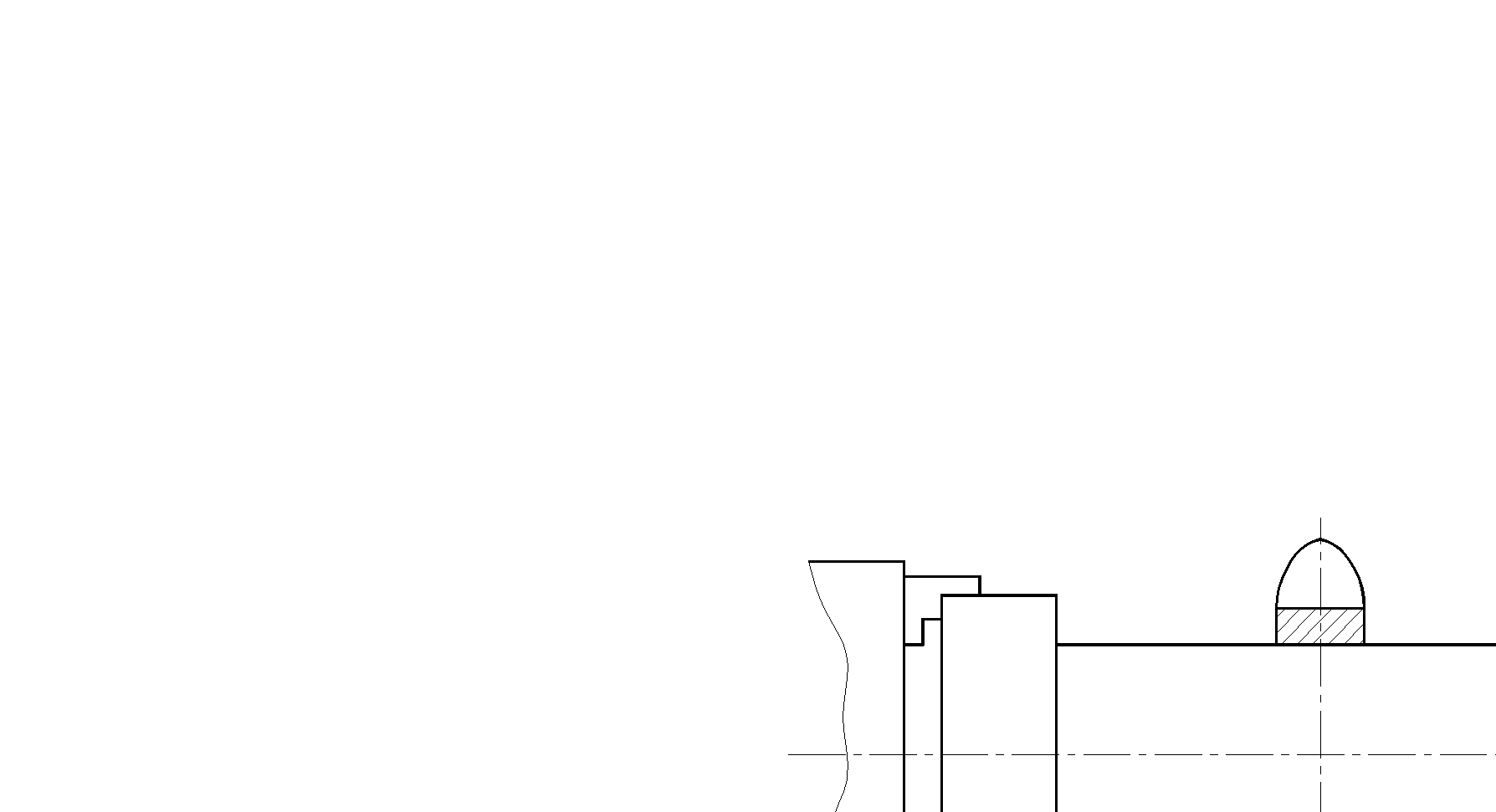
|
| |||
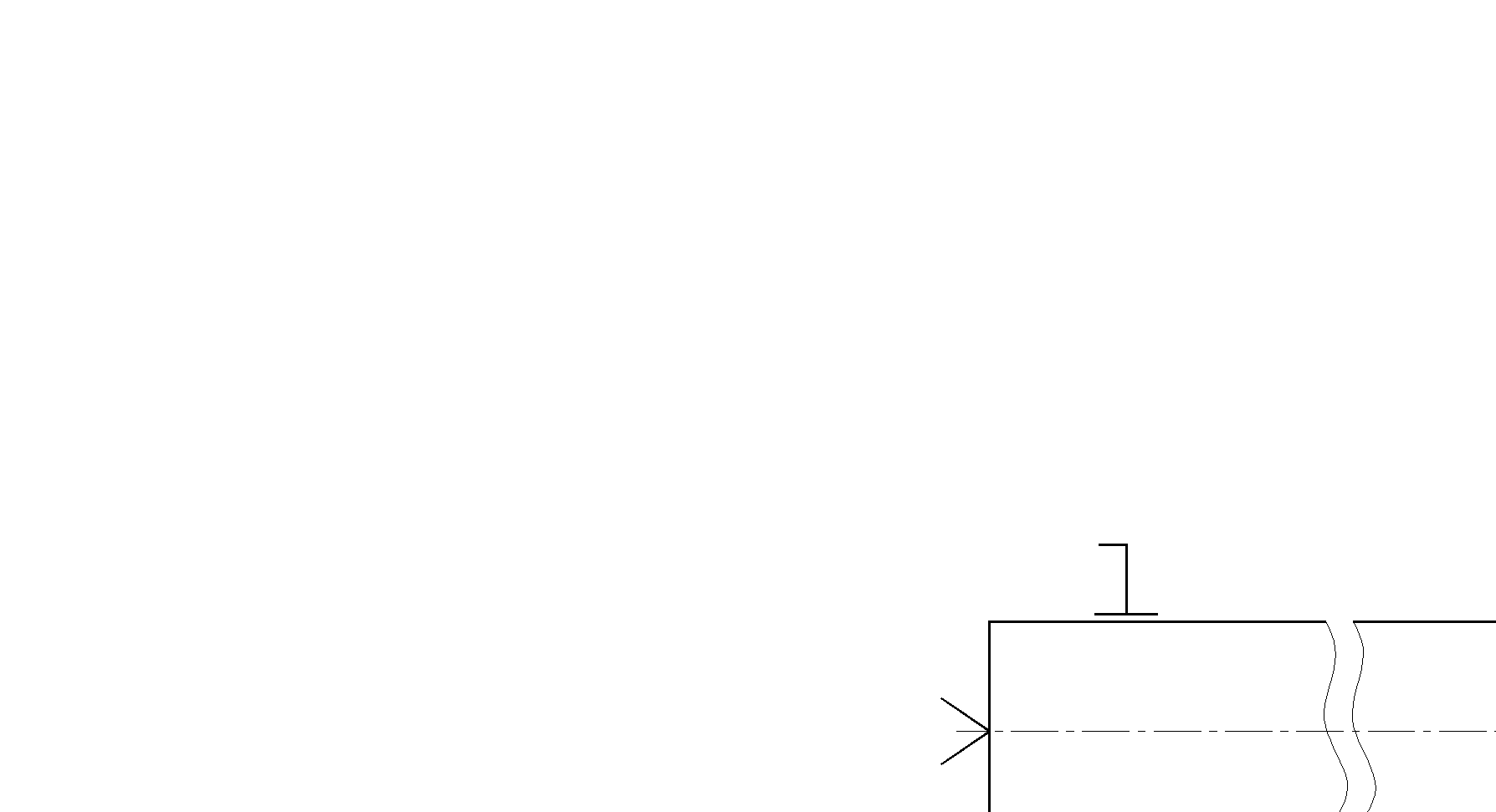
| Установка вала в неподвижном переднем центре с поводковым патроном и вращающимся задним центром с неподвижным люнетом | 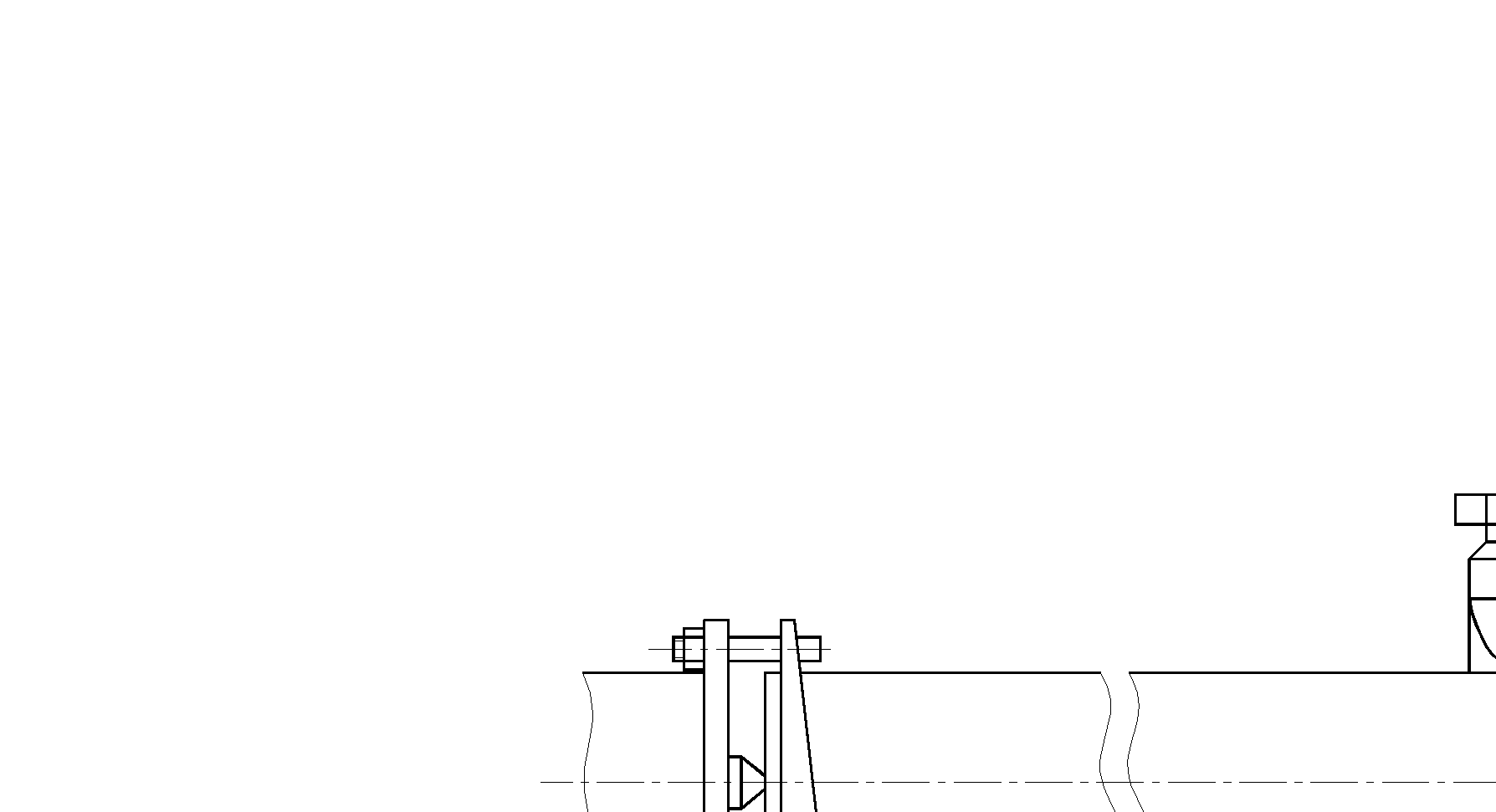
|
| |||
| Установка заготовки в двух–трехкулачковом самоцентрирующем патроне с упором по торцу | 
| 
| |||
| Установка детали (втулка, диск,) на разжимной (цанговой) оправке с упором по торцу | 
| 
| |||
| Продолжение табл. | |||||
| Установка детали (втулка, диск, зубча-тое колесо) на гладкой цилиндрической оп-равке с упором по торцу | 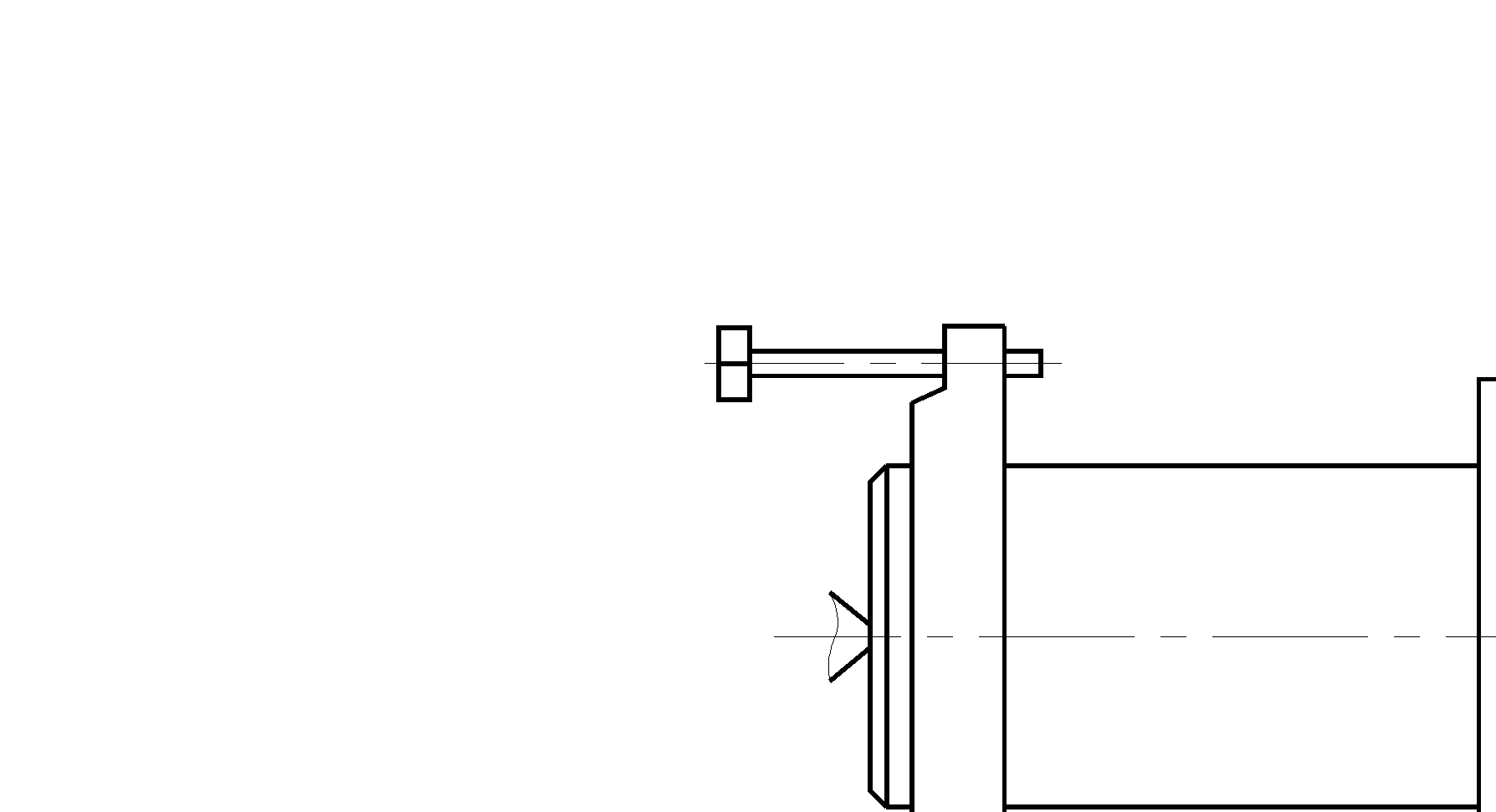
| 
| |||
| Установка длинной детали (цилиндра) на разжимной (цанговой) оправке или трехку-лачковом патроне с упором по торцу (обеспечивает концен-тричность поверх-ностей вращения) | 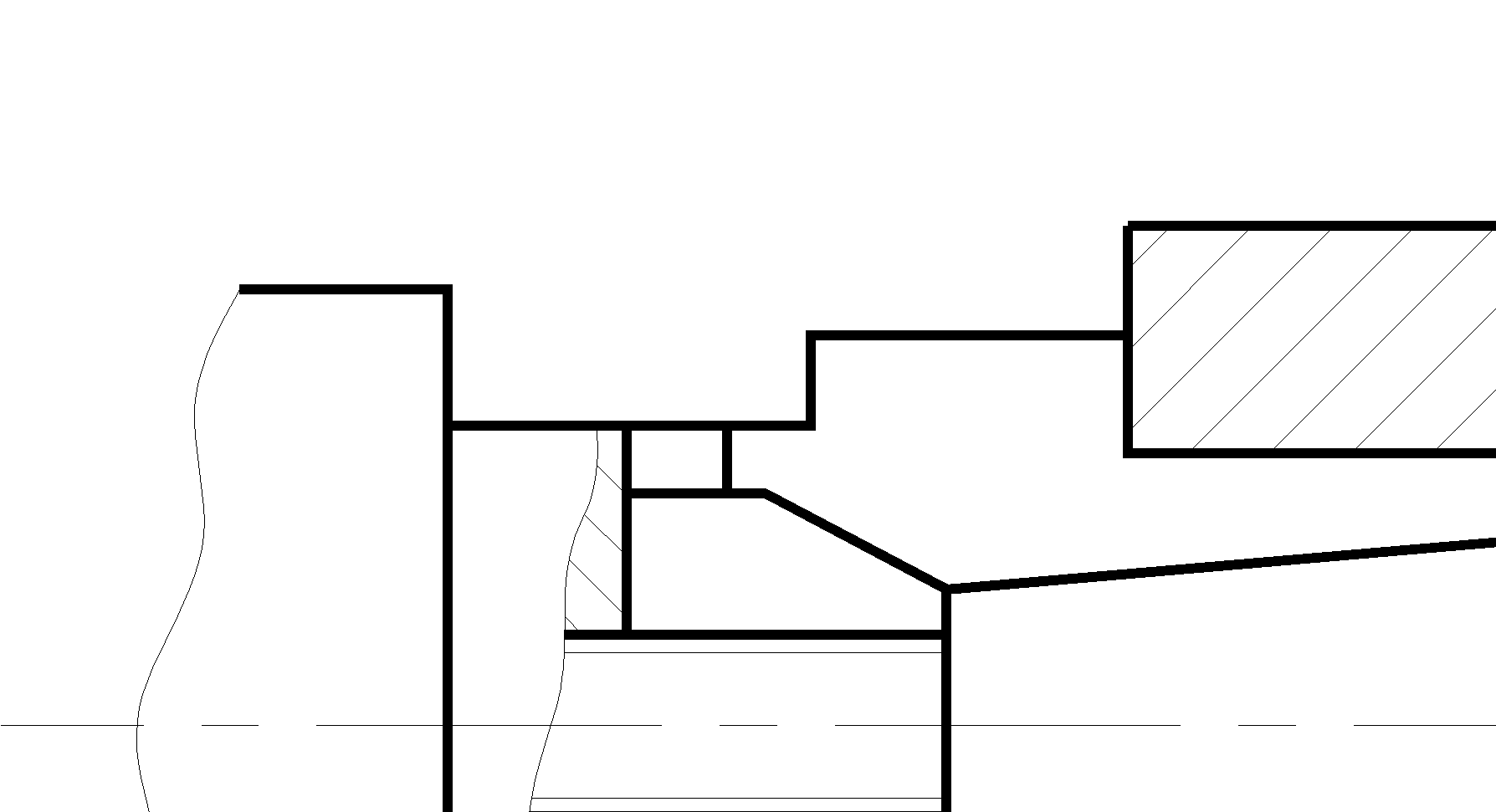
| 
| |||
| Установка детали на цилиндрической оп-равке с гидравличес-ким зажимом с упором в торец на рифленую поверхность и с под-жимом вращающимся задним центром (обес-печивает концентрич-ность поверхностей вращения) | 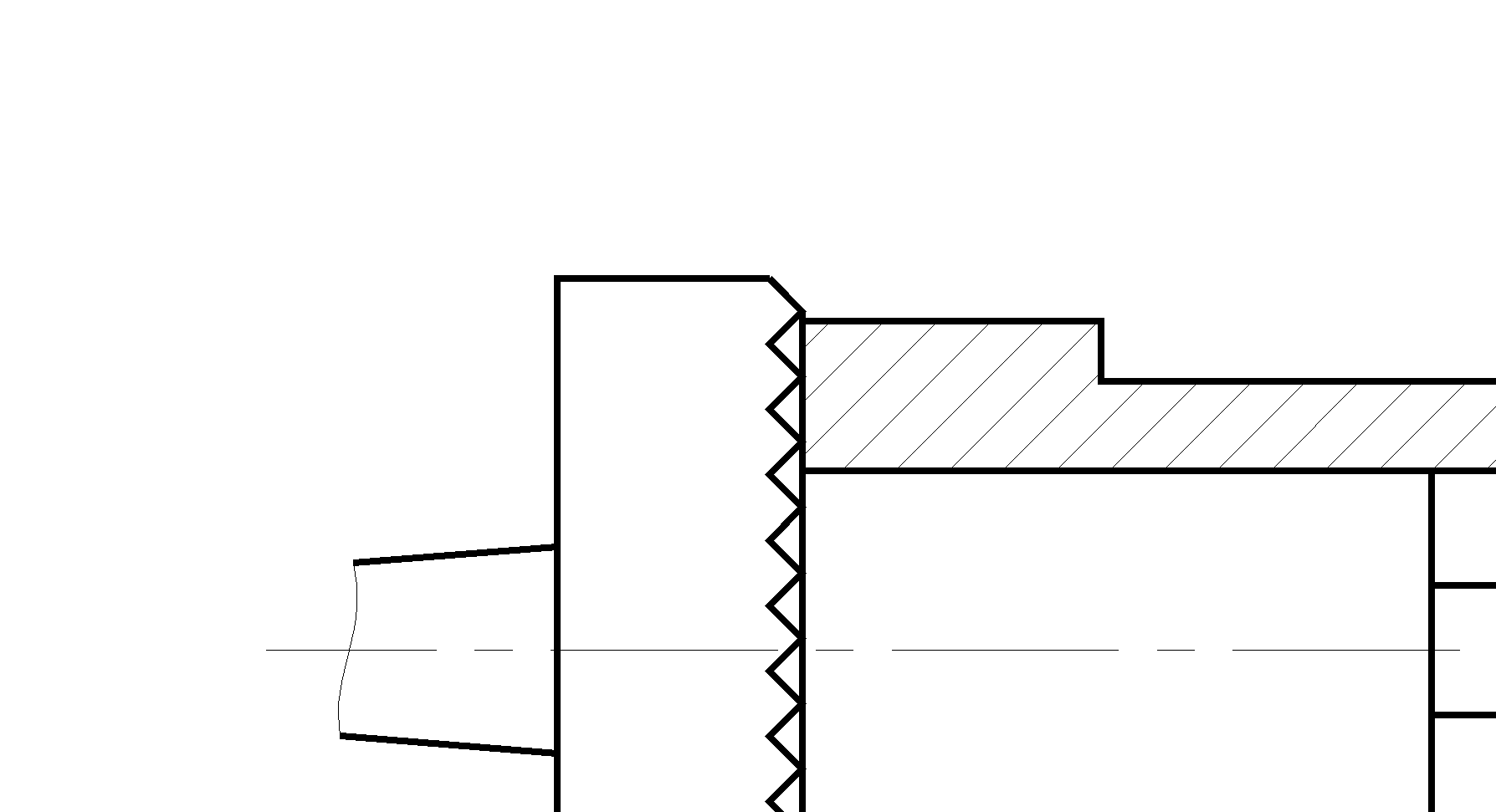
| 
| |||
| Установка детали на конусной жесткой оправке(обеспечивает концентричность поверхностей вращения) | 
| 
| |||
| Установка детали на цилиндрической оправке с гайкой (появляется эксцентриситет поверхностей вращения) | 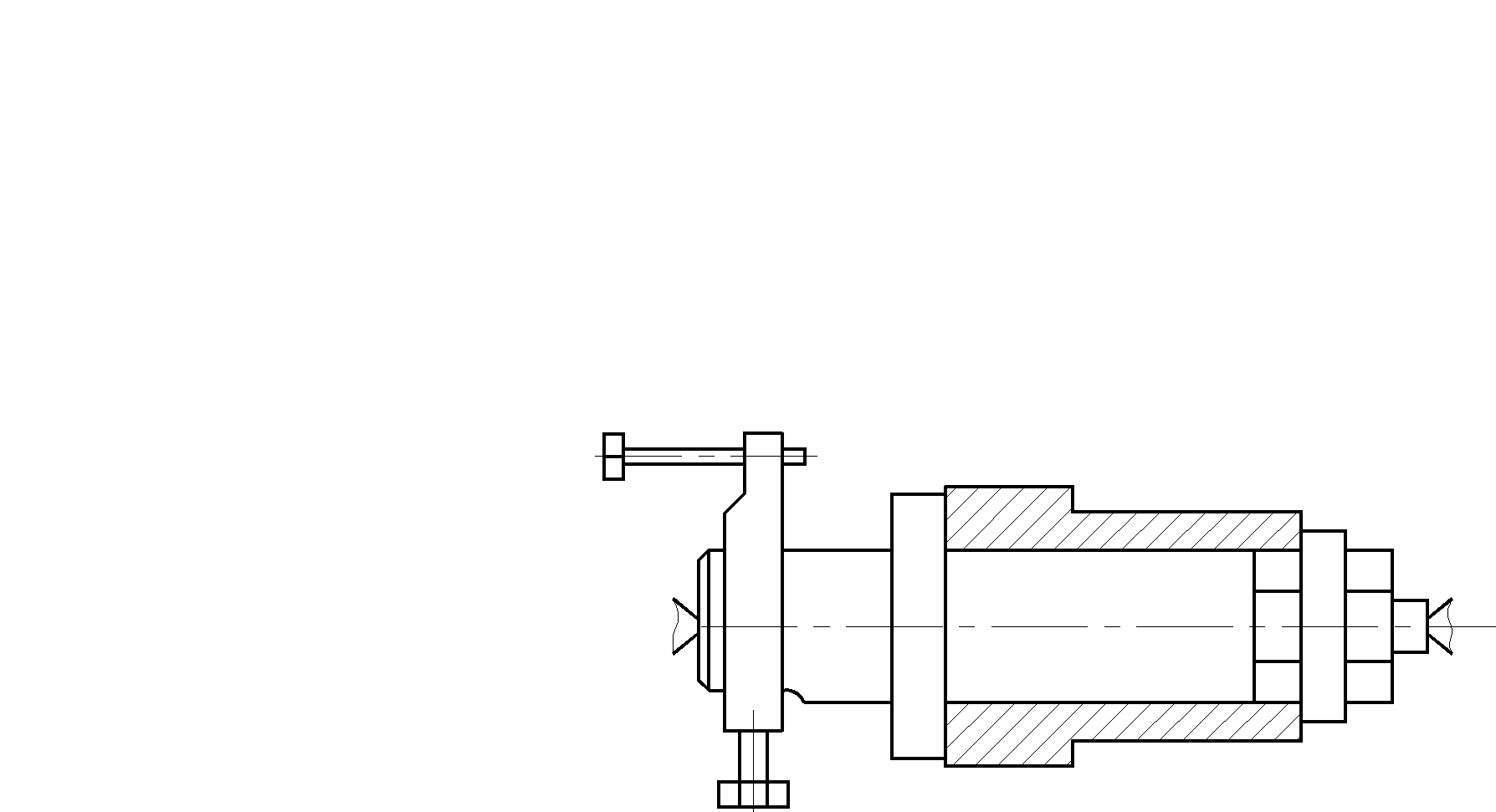
| 
| |||
| Продолжение табл.4.41 | |||||
| Бесцентровое шлифование гладкого валика | 
|
| |||
| Протягивание длинных отверстий (пазов) | 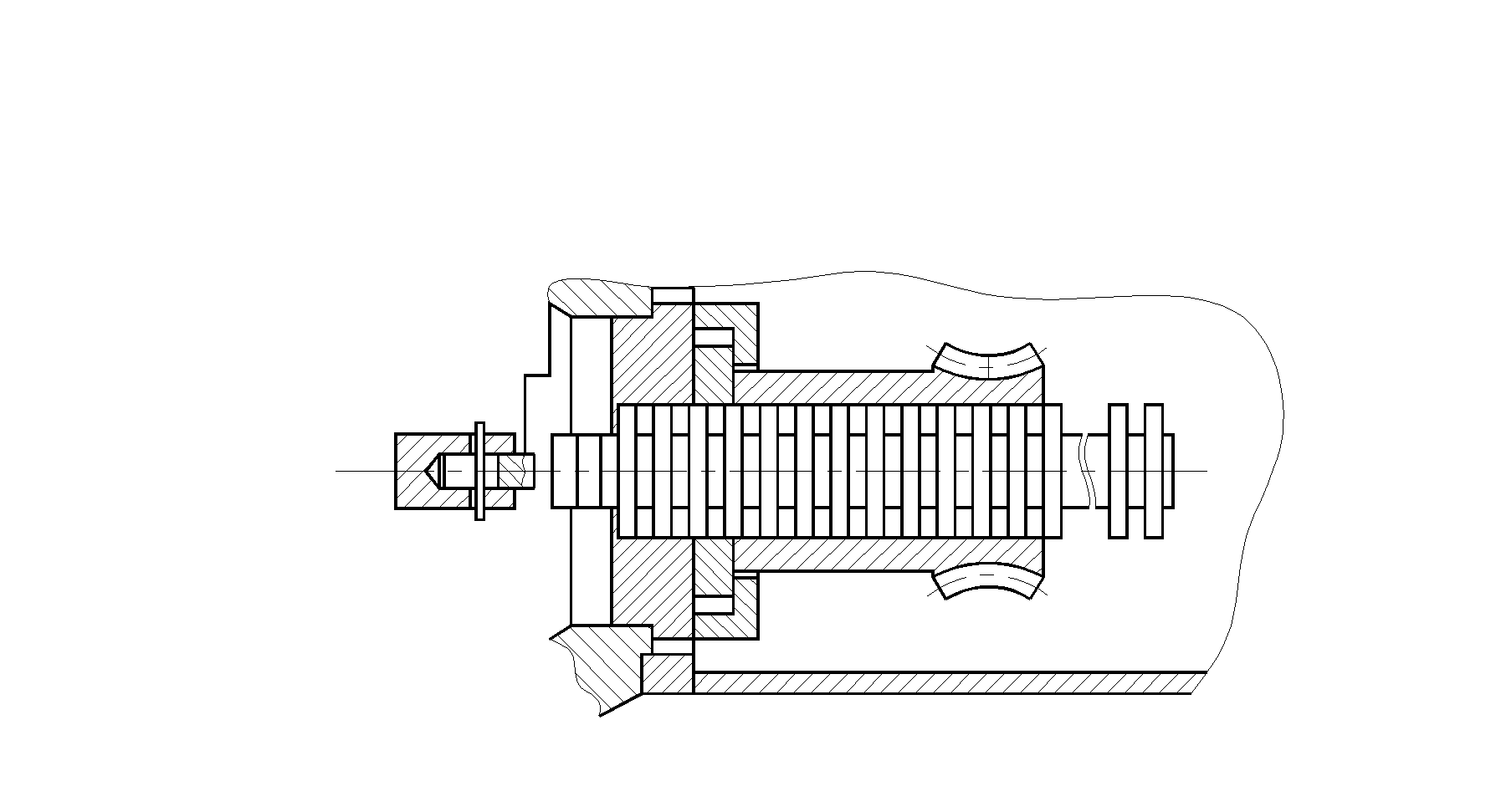
| 
| |||
| Протягивание коротких отверстий (пазов) | 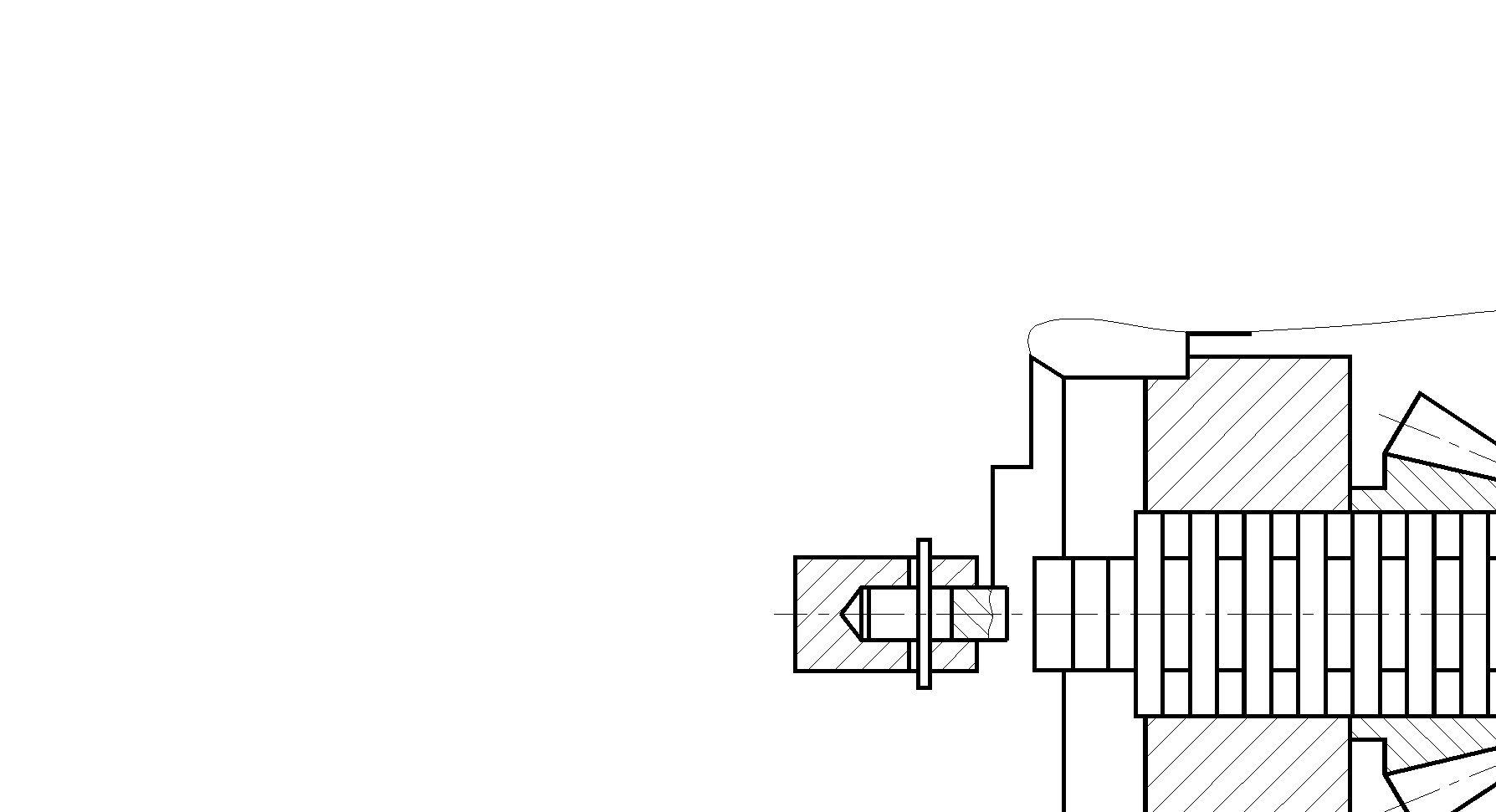
| 
| |||
| Установка детали на магнитном столе. При шлифовании плоскостей обеспечи-вается параллельность поверхностей А и В | 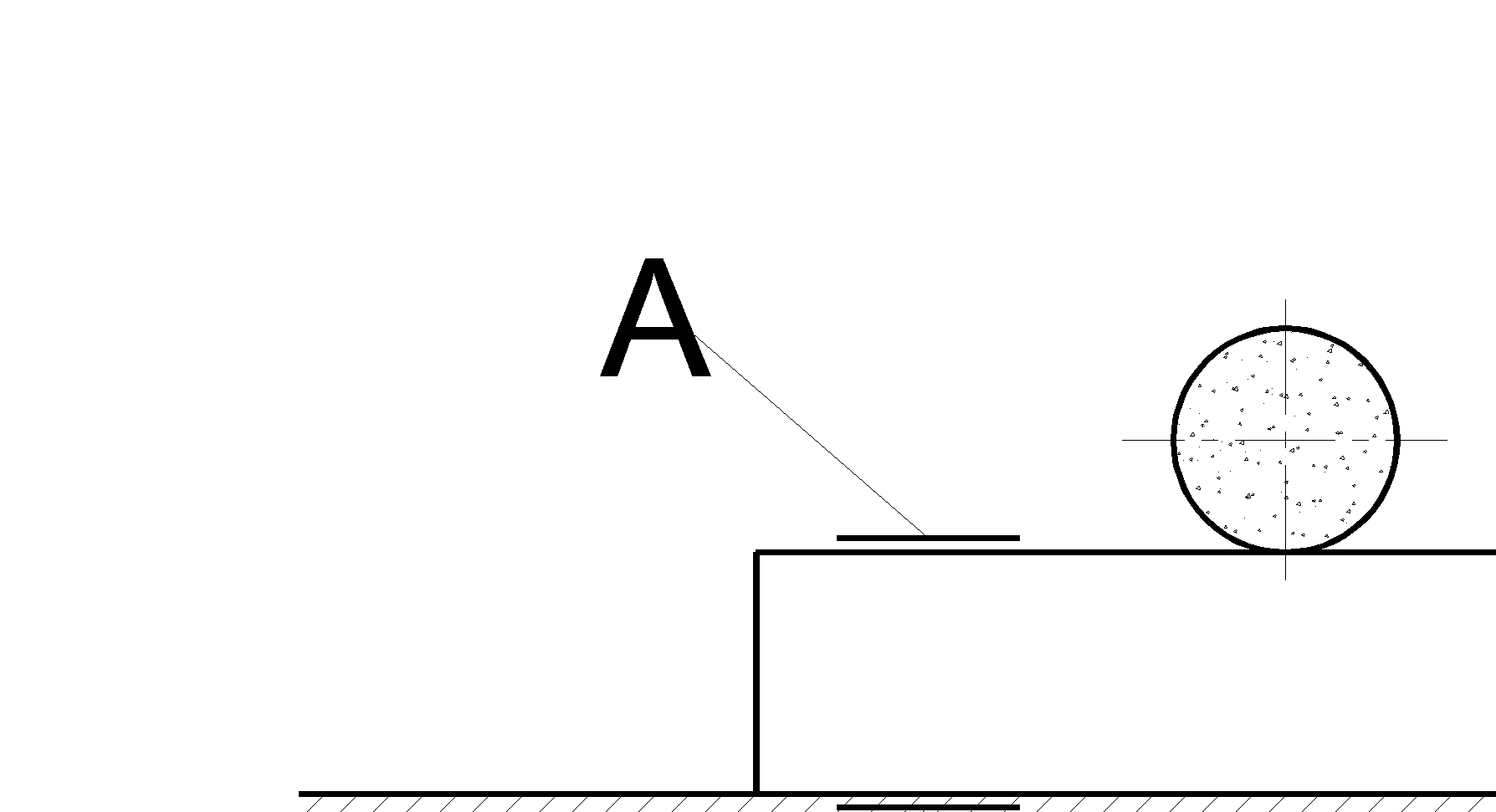
| 
| |||
| Установка заготовки для фрезерования ус-тупов, выдерживая ус-тупы а и в (прис-пособление не указано) | 
| 
| |||
| Установка шатуна на плоскости торцев и отверстиям (один па-лец цилиндрический, другой срезанный) для обработки наружного контура | 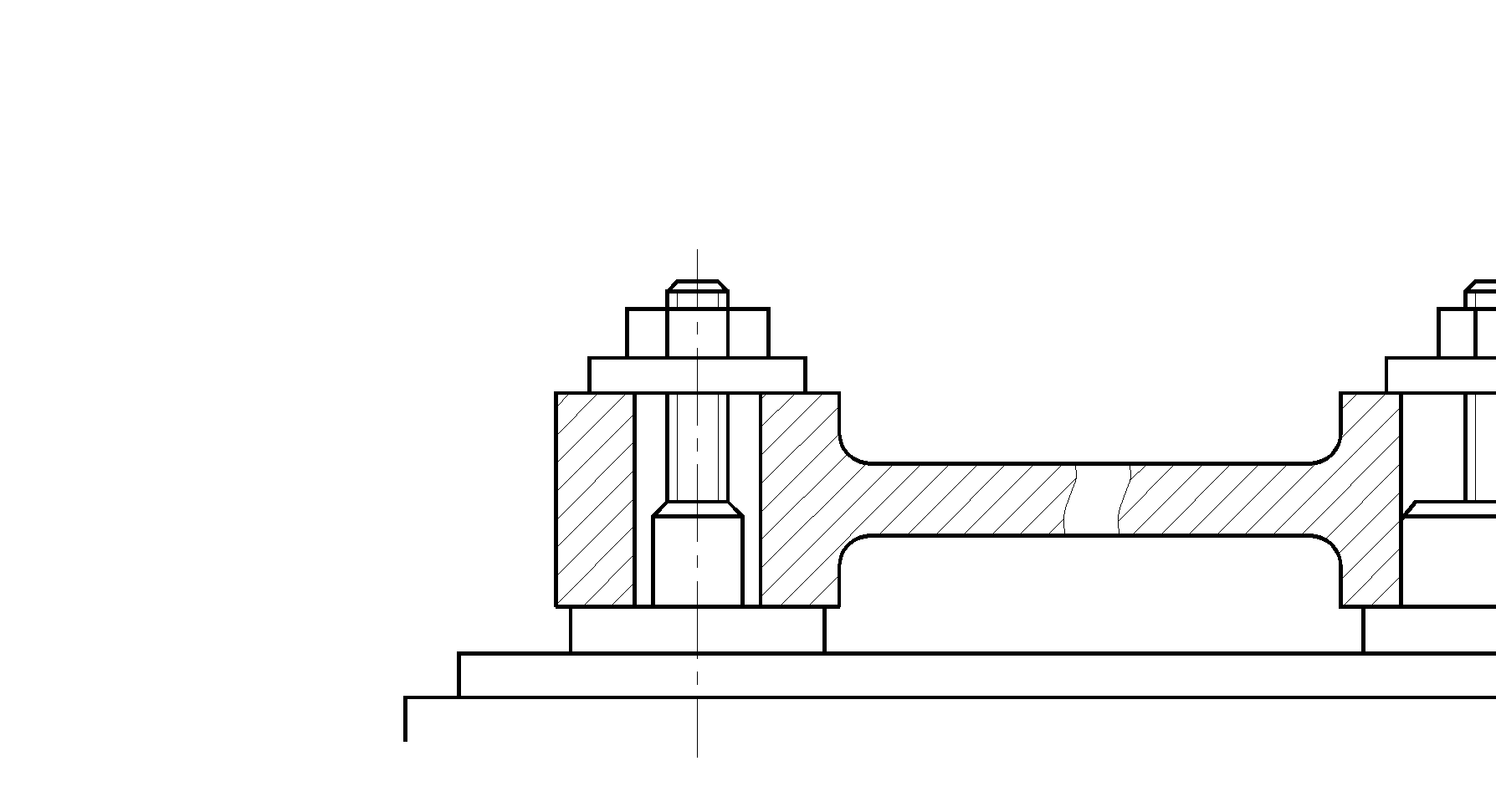
|
| |||
| Продолжение табл. 4.41 | |||||
| Установка детали на призме (приспособление не указано) | 
|

| |||
| Установка шатуна (рычага) в призмах. При расточке отверстий в головках обеспечивается их симмет-рия на оси и концентричность, а также при обработки наружной поверхности перпен-дикулярность осей отверстий к торцевой поверхности | 
|
| |||
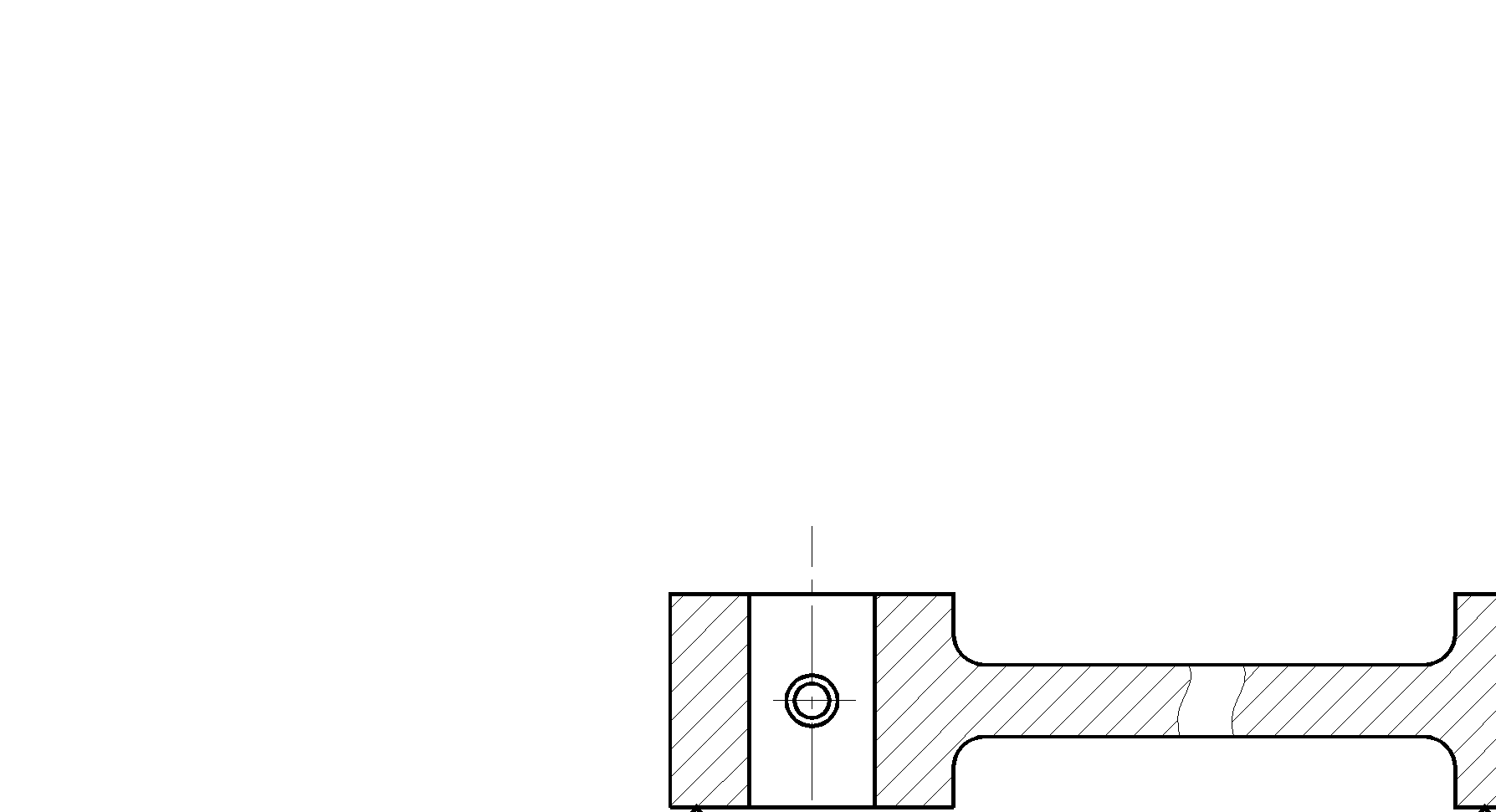
| Установка шатуна (рычага) в призмах. При расточке отверстий в головках обеспечивается их симметрия на оси и концентричность, а также при обработки наружной поверхности перпен-дикулярность осей отверстий к торцевой поверхности | 
|
| |||
| Установка шатуна (рычага) в призмах для расточки отверстий в головках. Обе-спечивается концент-ричность отверстия А по контуру головки,симметричность расположения осей отверстий относительно наружного контура | 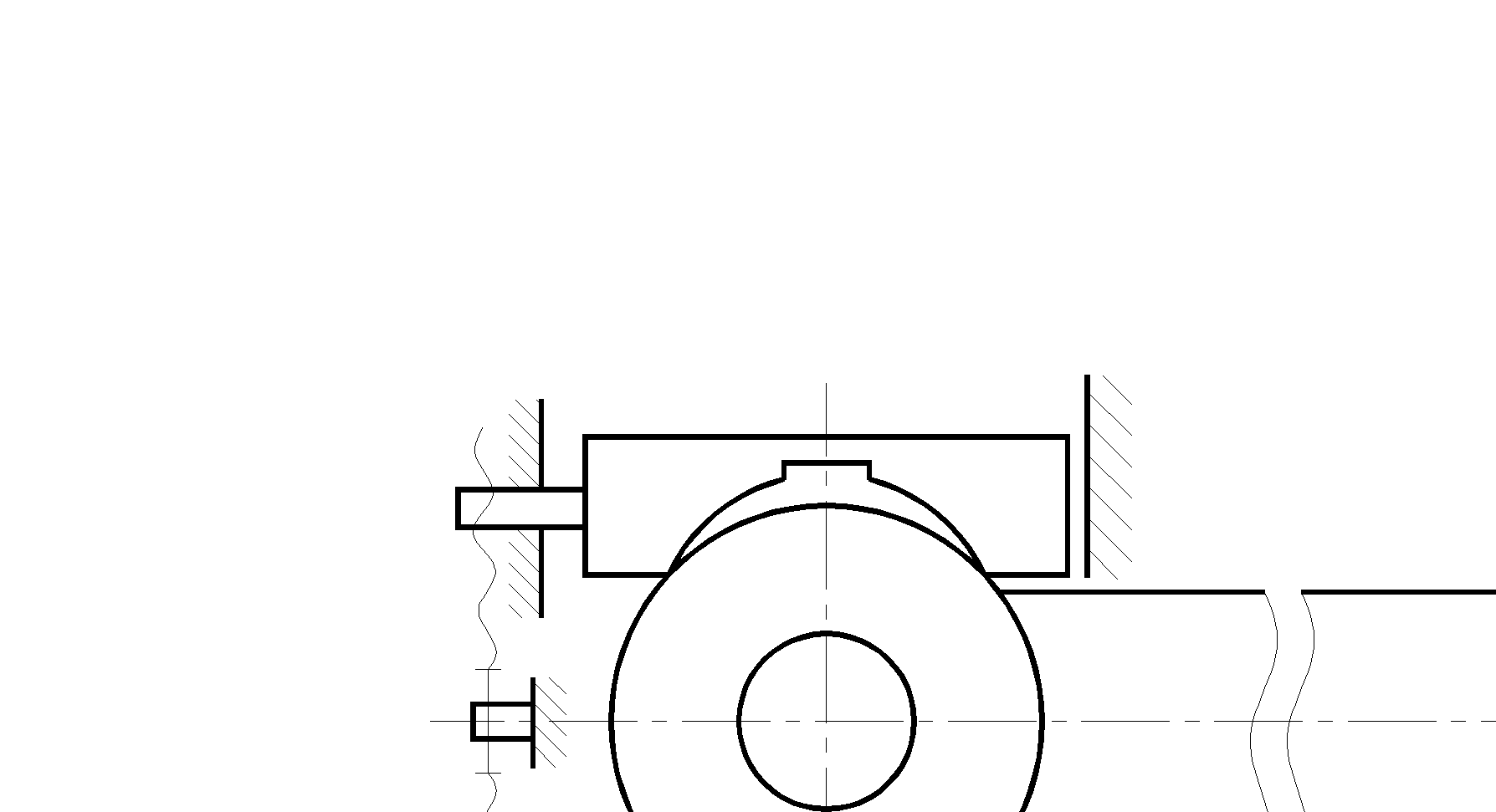
|
| |||
| Окончание табл. 4.41 | |||||
| Установка заготовки для расточки отверстий, обеспечивая размер а и перпендикулярность оси и плоскости относительно основания расположения оси центрального отверстия в плоскости симметрии внешнего контура | 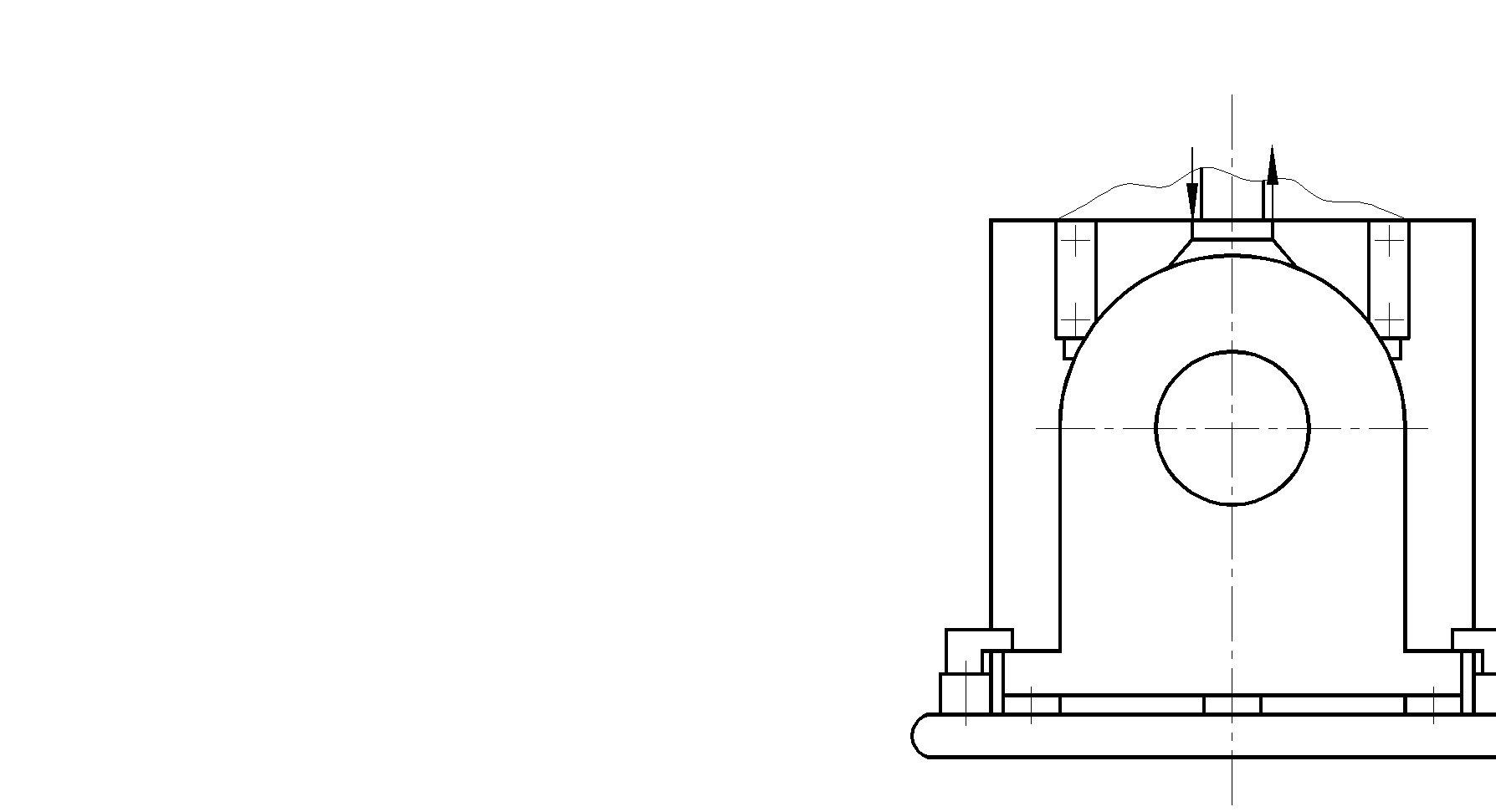
|
| |||
В табл. 4.43 представлены сведения по погрешности установки заготовок на станках с выверкой по цилиндрической поверхности, составленные А.Г. Косиловой и Р.К. Мещеряковым [19
Таблица 4.43
Погрешность установки заготовок на станках с выверкой по цилиндрической поверхности
| Способ установки | Метод выверки | Погрешность установ- ки заготовок e(мм) |
| На центрах и регулируемых крестовинах | С двух концов в вертик-альной и горизонтальной плоскостях и на биение |
Мелких:  ;
Средних: ;
Средних:  ;
Крупных: ;
Крупных: 
|
| В четырёхкулачковом патроне и на заднем центре | Со стороны патрона по высоте и на биение | |
| В четырёхкулачковом патроне и неподвижном люнете | С двух концов в двух плоскостях и на биение | |
| В четырёхкулачковом патроне | По наружному или внут-реннему диаметру и торцу | |
| На угольнике, по разметке | По диаметру и торцу |
Примечание. Погрешности, указанные в числителе, относятся к выверке иглой необработанной (б о льшие значения) или грубо обработанной (меньшие значения) поверхности. В знаменателе приведены погрешности выверки с помощью индикатора по поверхности, обработанной чистовым точением.
В табл. 4.44 представлены сведения по погрешности установки заготовок на станках с выверкой по плоской поверхности [19].
Таблица 4.44
Погрешность установки заготовок на столе станка с выверкой
по плоской поверхности
| Метод выверки | Погрешность установки заготовок e (мм) при наибольшем размере поверхности, м | |||
| До 1 | Св. 1 до 3 | Св. 3 до 6 | Св. 6 | |
| По разметке иглой | 0,5 | |||
| По предварительно обработанной поверхности индикатором | 0,15 | 0,2 | 0,4 | 0,6 |
| По чисто обработанной поверхности индикатором | 0,05 | 0,08 | 0,10 | 0,15 |
В табл. 4.45 показаны типовые схемы базирования заготовок и формулы для определения погрешностей базирования для конкретных выдерживаемых при обработке размеров, составленные А. Г. Косиловой и Р. К. Мещеряковым. [19].
Таблица 4.45
Погрешность базирования ed при обработке заготовок
в приспособлениях на предварительно настроенном
оборудовании [12]
| Базирование | Схема установки | Погрешность базирования ed | |
| По центровым гнез-дам Жесткие центры Жесткие передние центры и вращаю-щиеся задние центры | 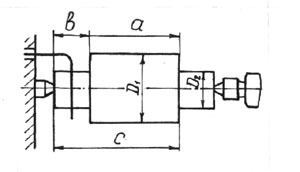
| eD1 = 0; eD2 = 0 eа = 0; eb = Dц eс = Dц | |
| Продолжение табл. 4.45 | |||
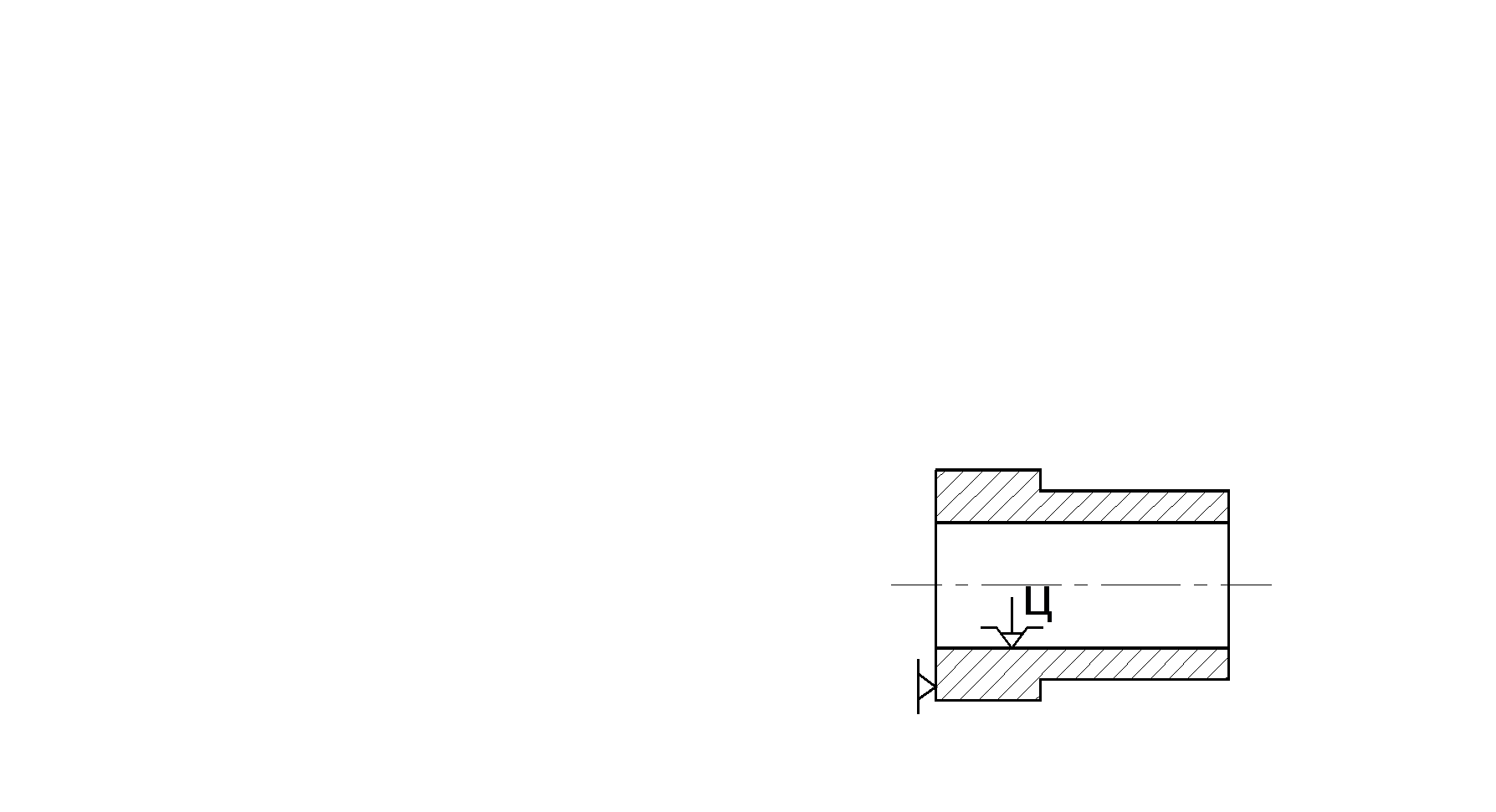
| По внешней поверх-ности с установкой в зажимной цанге по упору | 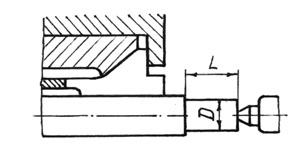
| eD=0 eL=0 | |
| По внешней поверх-ности и торцу с ус-тановкой в трехку-лачковом самоцен-трирующем патроне | 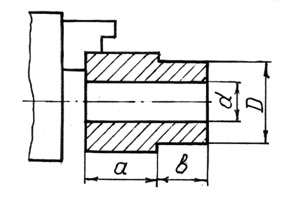
| eD = 0; ed = 0; ea = 0; eb = 0 (при параллельном подрезании торцов) | |
| По отверстию с уста-новкой на разжим-ную или жесткую оправку с натягом | 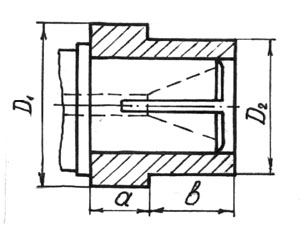
| eD1 = 0; eD2 = 0 При установке оправки в гильзу или патрон по упору ea = 0; eb = 0 | |
| По внешней поверх-ности с установкой в самоцентрирующие (плавающие) призмы | 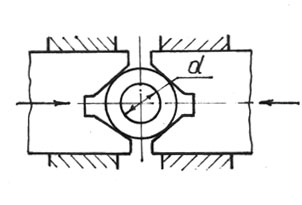
| ed = 0 | |
| По плоскости и плати-кам с поджимом приз-мой для обработки отверстия по кондукторной втулке, координированной с базирующими эле-ментами приспособ-ления | 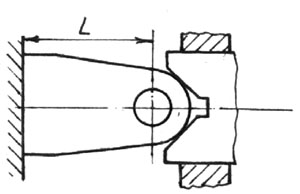
| eL = 0 | |
Продолжение табл. 4.45
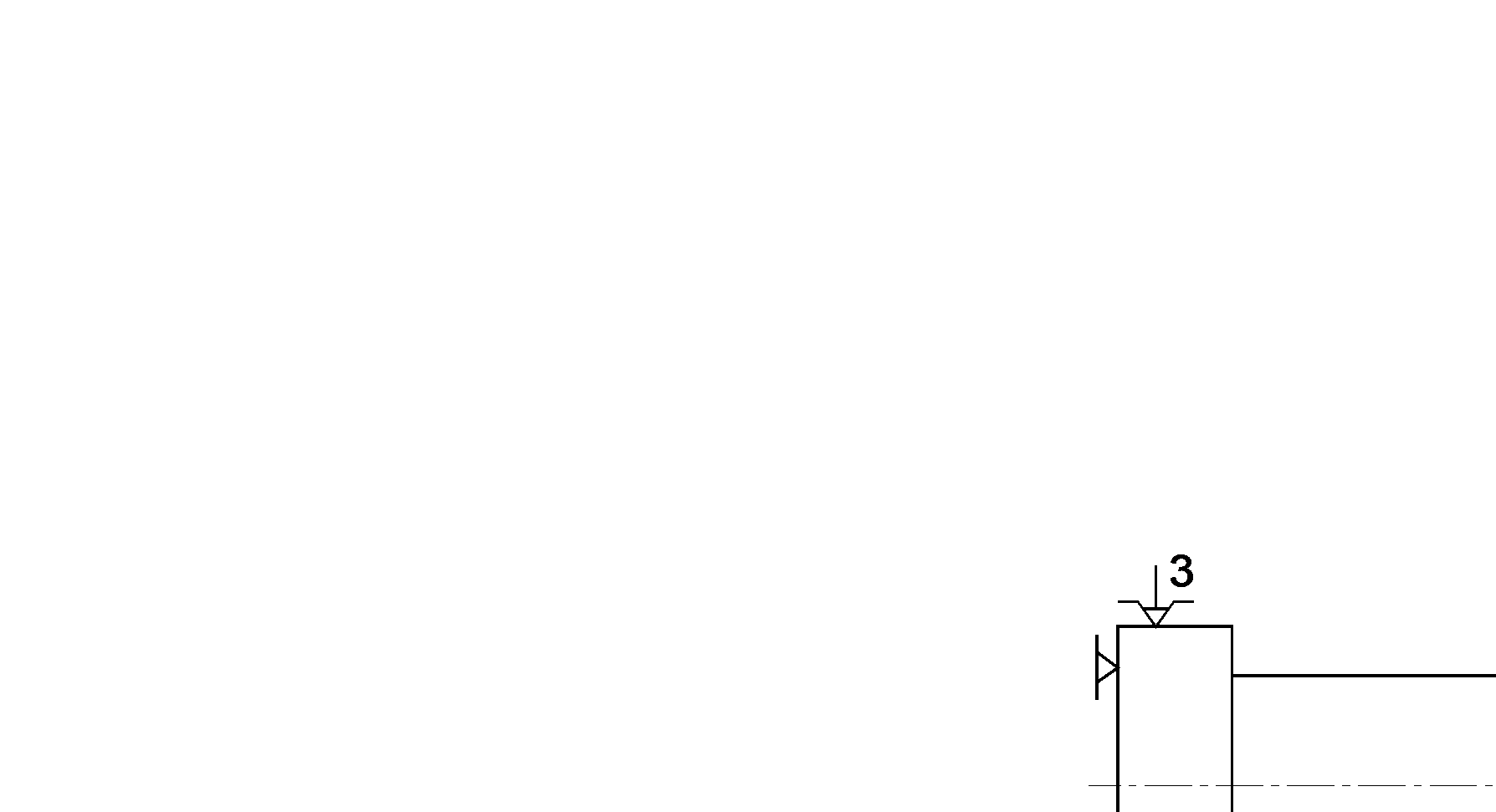
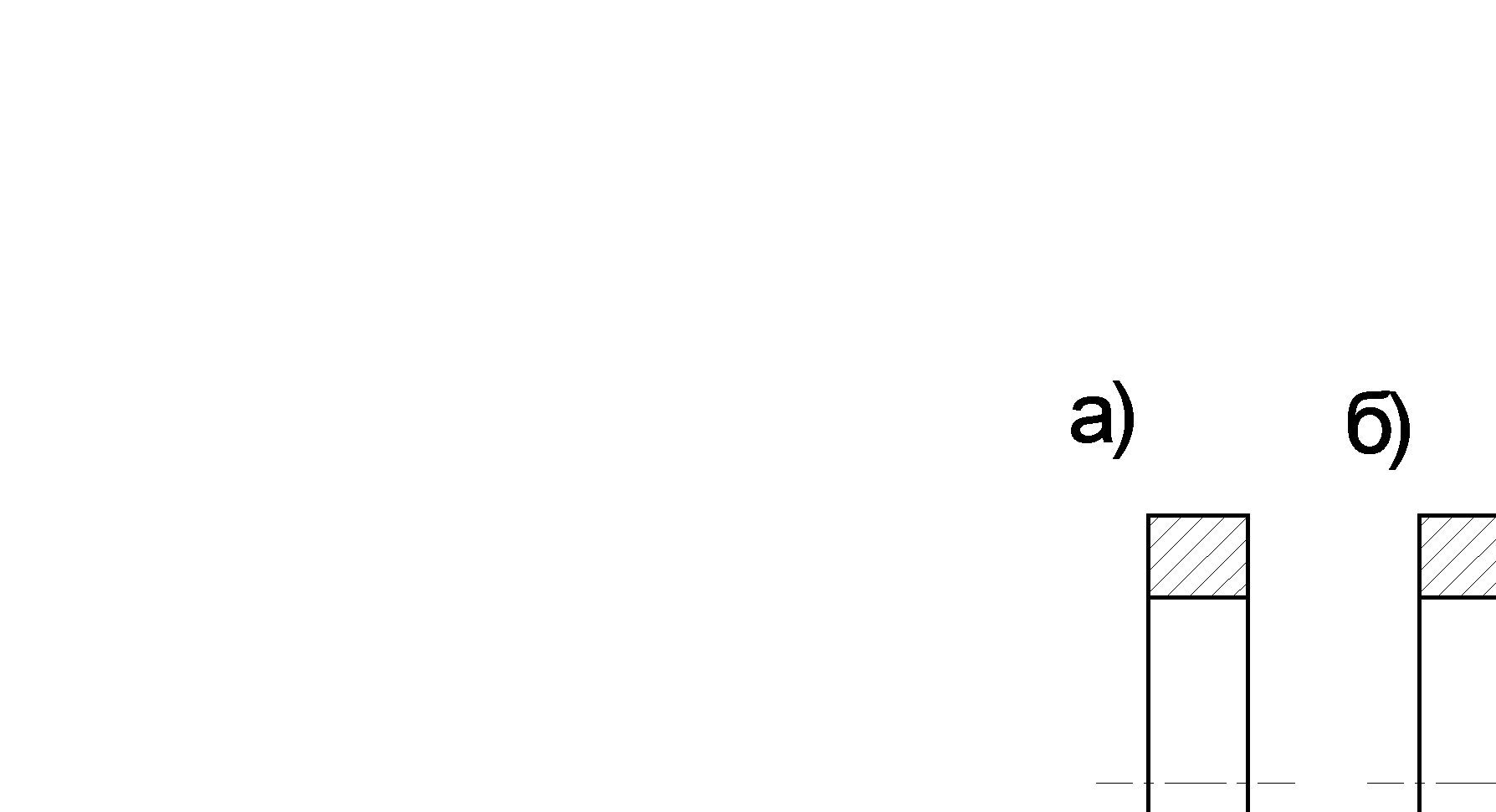
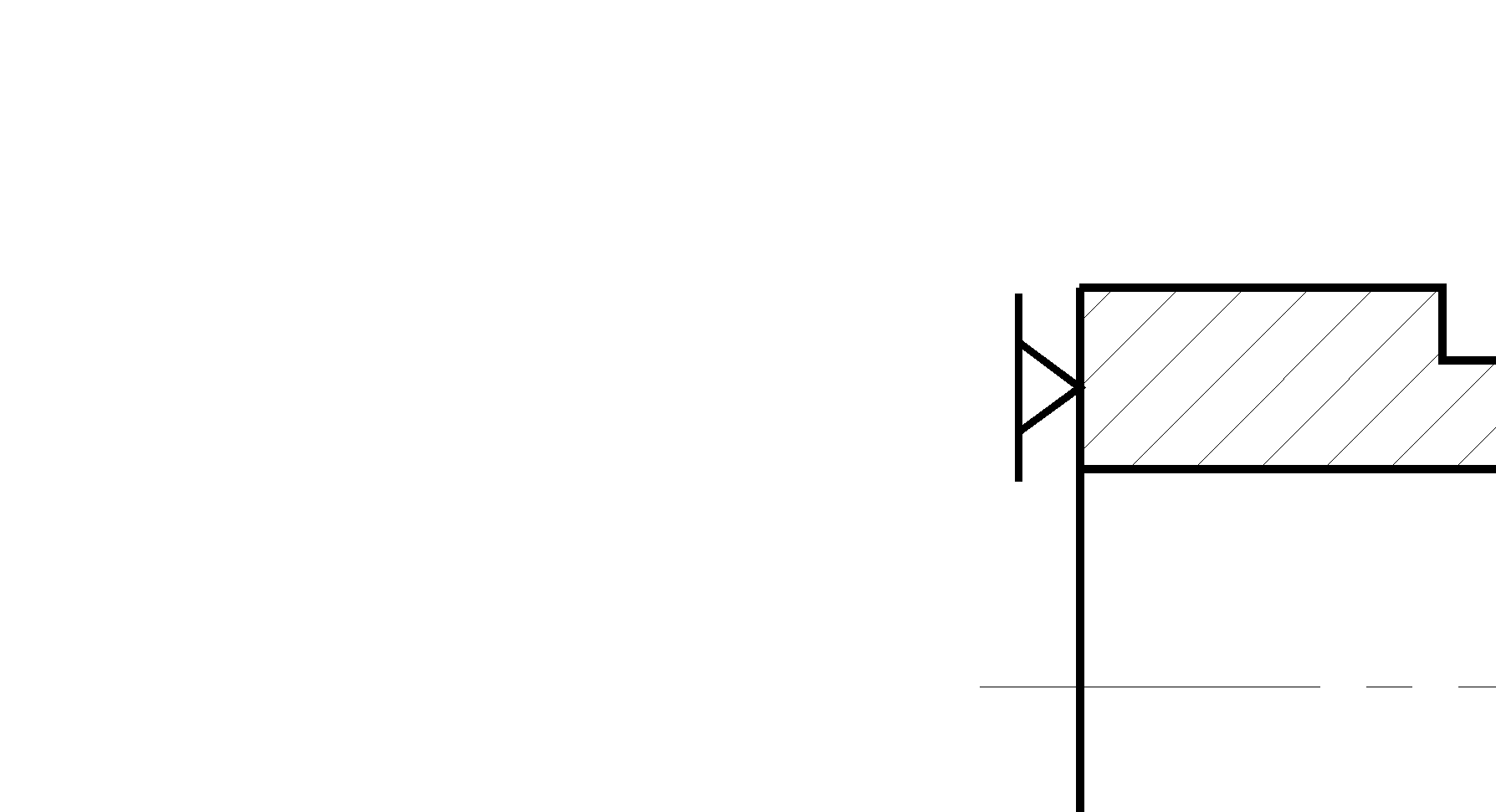
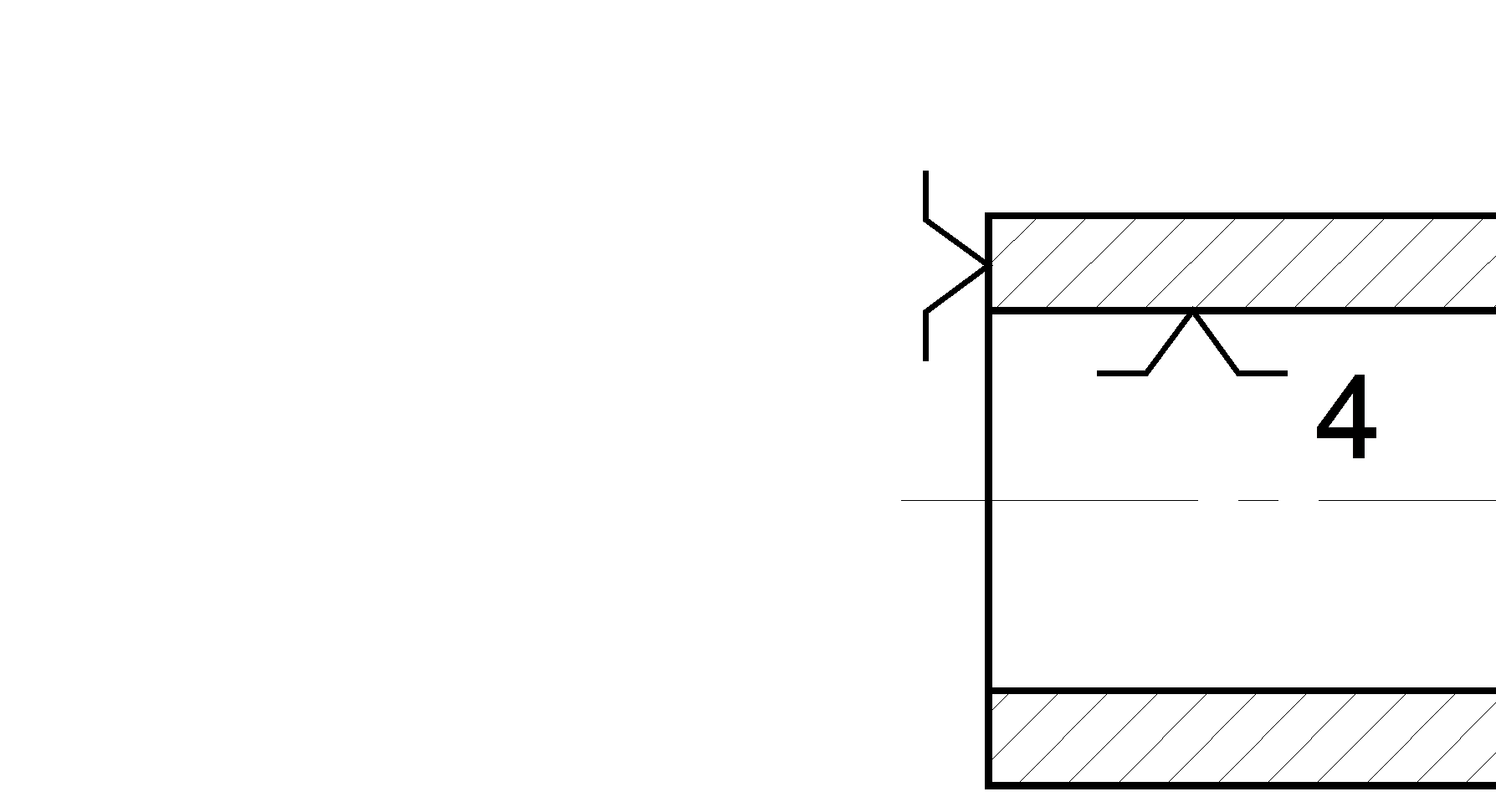
| По нижней плоскости и торцу, по отверс-тию и торцу для об-работки уступа | 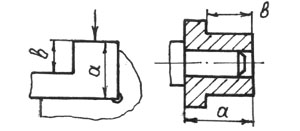
| eb = dа, где dа - допуск на размер а |
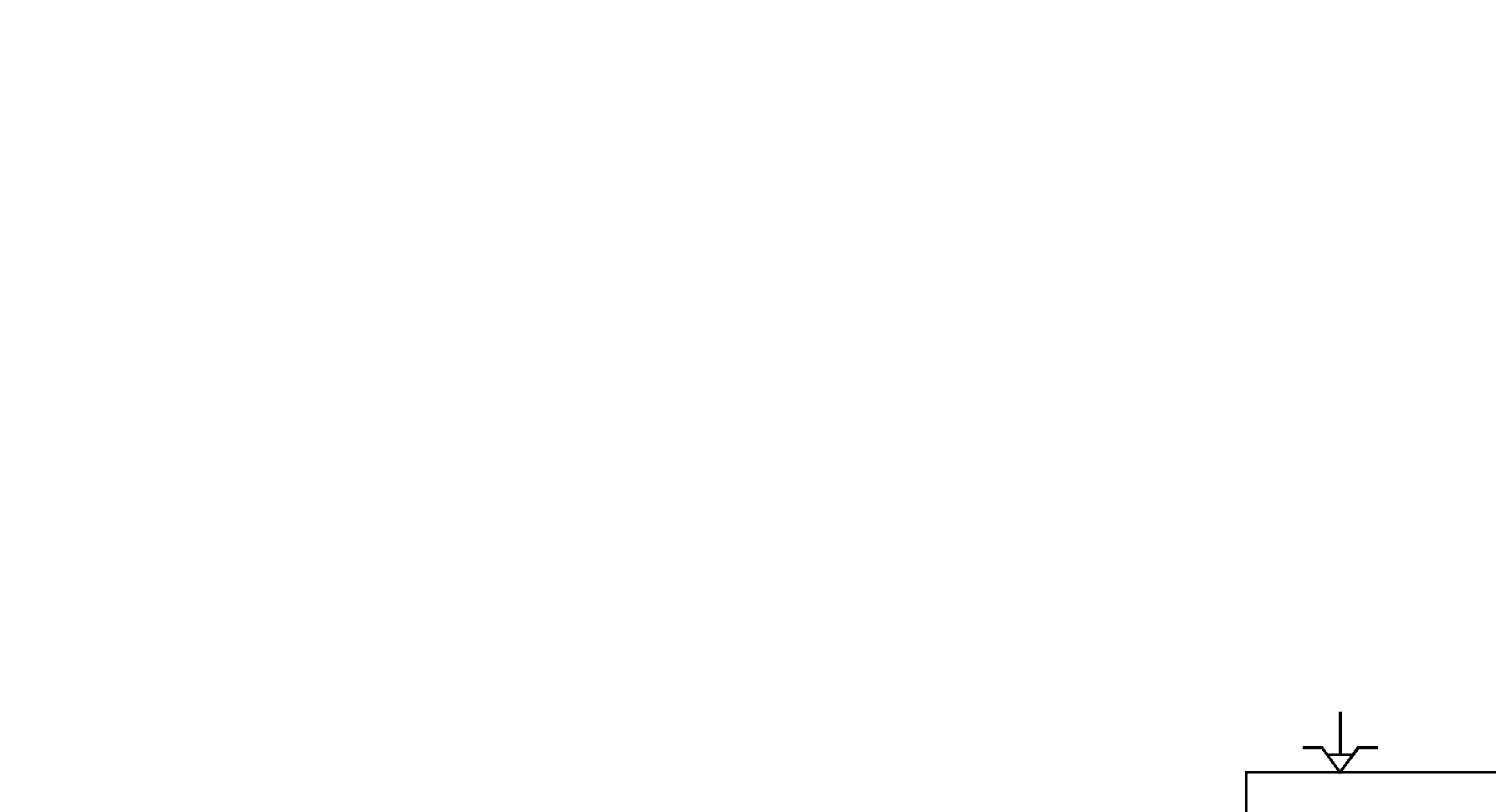
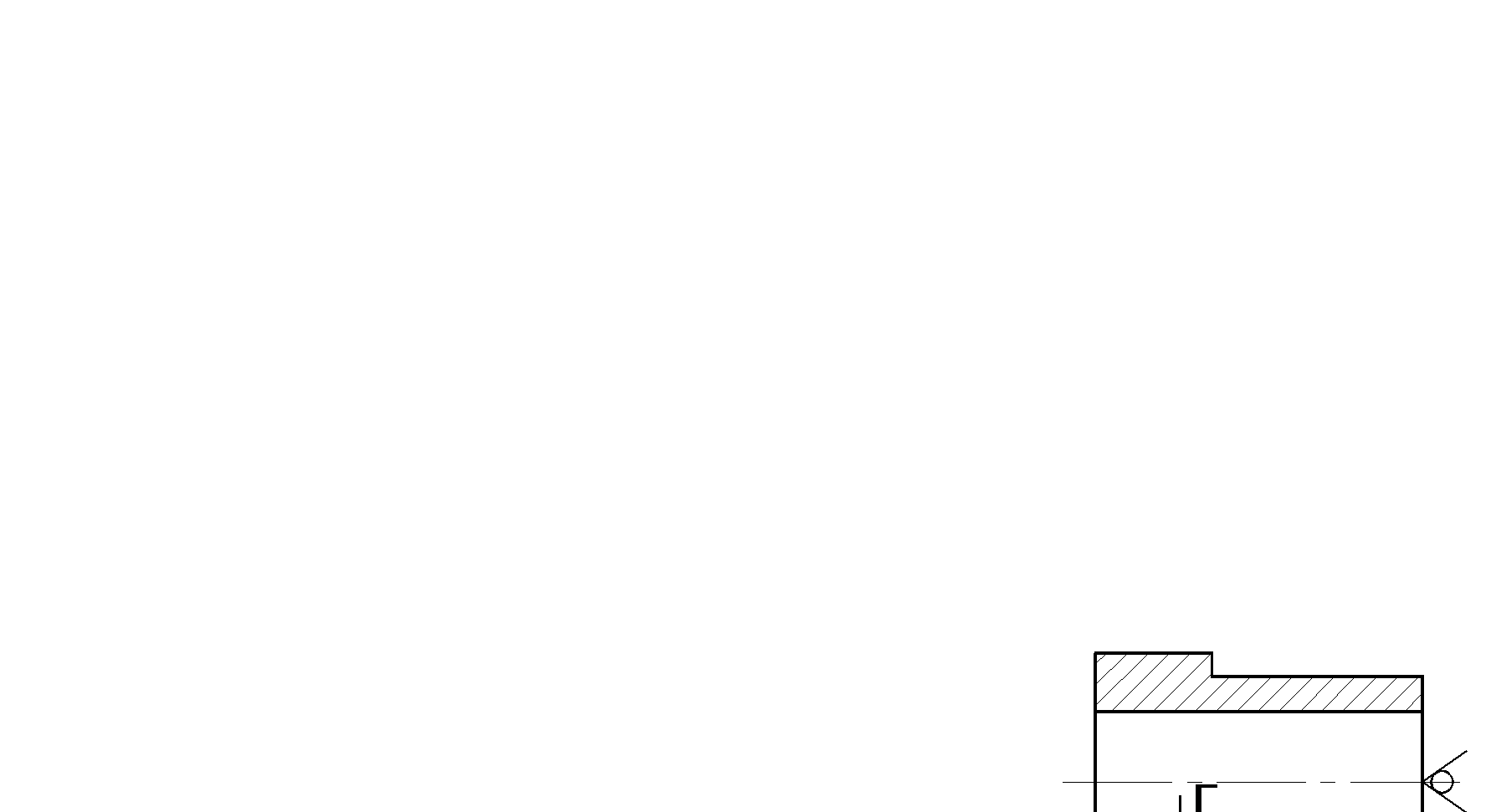
| По верхней плоскос-ти и торцу для обработки уступа | 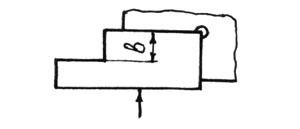
| eв = 0 |
| По отверстию с уста-новкой на оправку с прижимом гайкой; eD не влияет на допуск диаметрального раз-мера, но увеличивает припуск на обработку по диаметру | 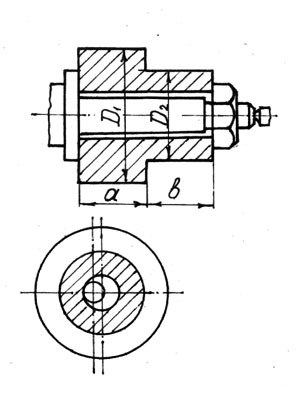
| eD1 = Smin + dB+ dA eD2 = Smin + dB+ dA, где Smin- минималь-ный гарантирован-ный зазор; dB - допуск на размер оправки; dA - допуск на размер базового отверстия При установке оправ-ки на плавающий пе-редний центр, в гильзу или патрон по упору ea = 0; eb = 0 При установке оправ-ки на жесткий перед-ний центр ea = Dц; eb = 0, Dц - просадка центра |
| По боковой плоскос-ти и торцу с зажи-мом, противолежа-щим боковой плос-кости и торцу, для параллельной или последовательной обработки в кон-дукторе | 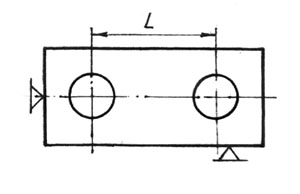
| eL = 0 |
Продолжение табл. 4.45
| По внешней поверх-ности вращения с ус-тановкой в жесткую призму и зажимом подвижной призмой для обработки по кондуктору | 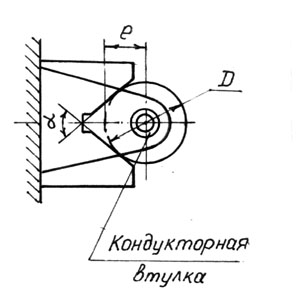
| eе =  ,где eе - смещение отверстия относительно оси внешней поверхности;
dD - допуск на диаметр внешней поверхности;
a - угол призмы ,где eе - смещение отверстия относительно оси внешней поверхности;
dD - допуск на диаметр внешней поверхности;
a - угол призмы
|
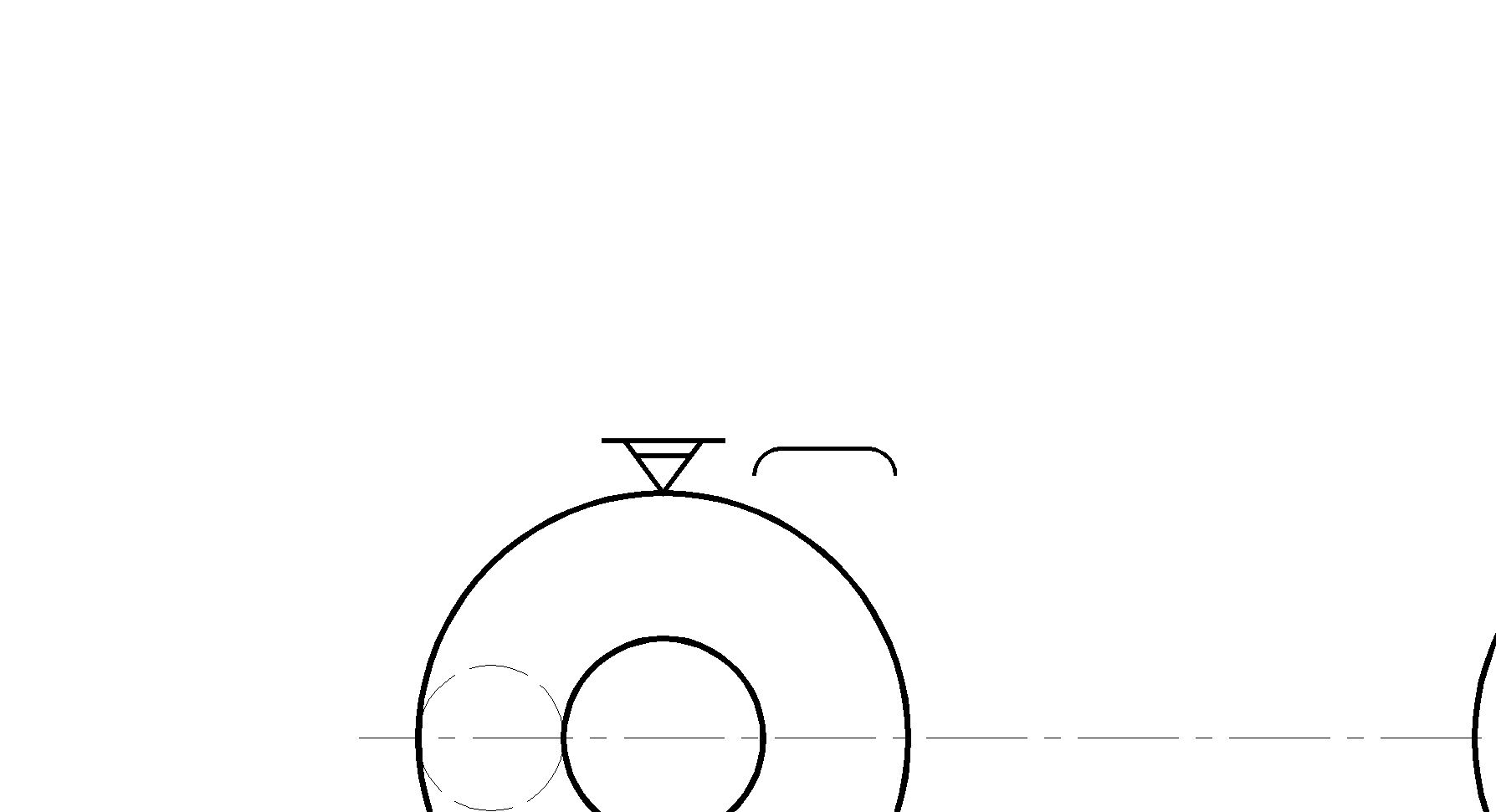
| По внешней поверх-ности вращения с ус-тановкой на жесткую плоскую поверх-ность и зажимом подвижной призмой для обработки отвер-стий по кондуктору | 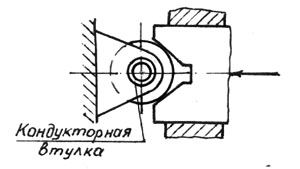
| eе =  , где eе - отклонение от концентричности;
dD - допуск на диаметр внешней поверхности , где eе - отклонение от концентричности;
dD - допуск на диаметр внешней поверхности
|
| По нижней плоскос-ти, торцу и боковой поверхности для об-работки верхней плоскости | 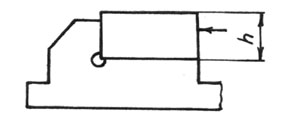
| eh = 0 |
| По отверстию на жес-ткий палец с натягом для обработки верх-ней плоскости | 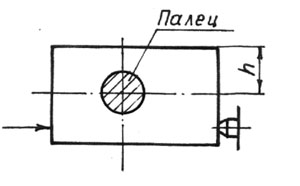
| eh = 0 |
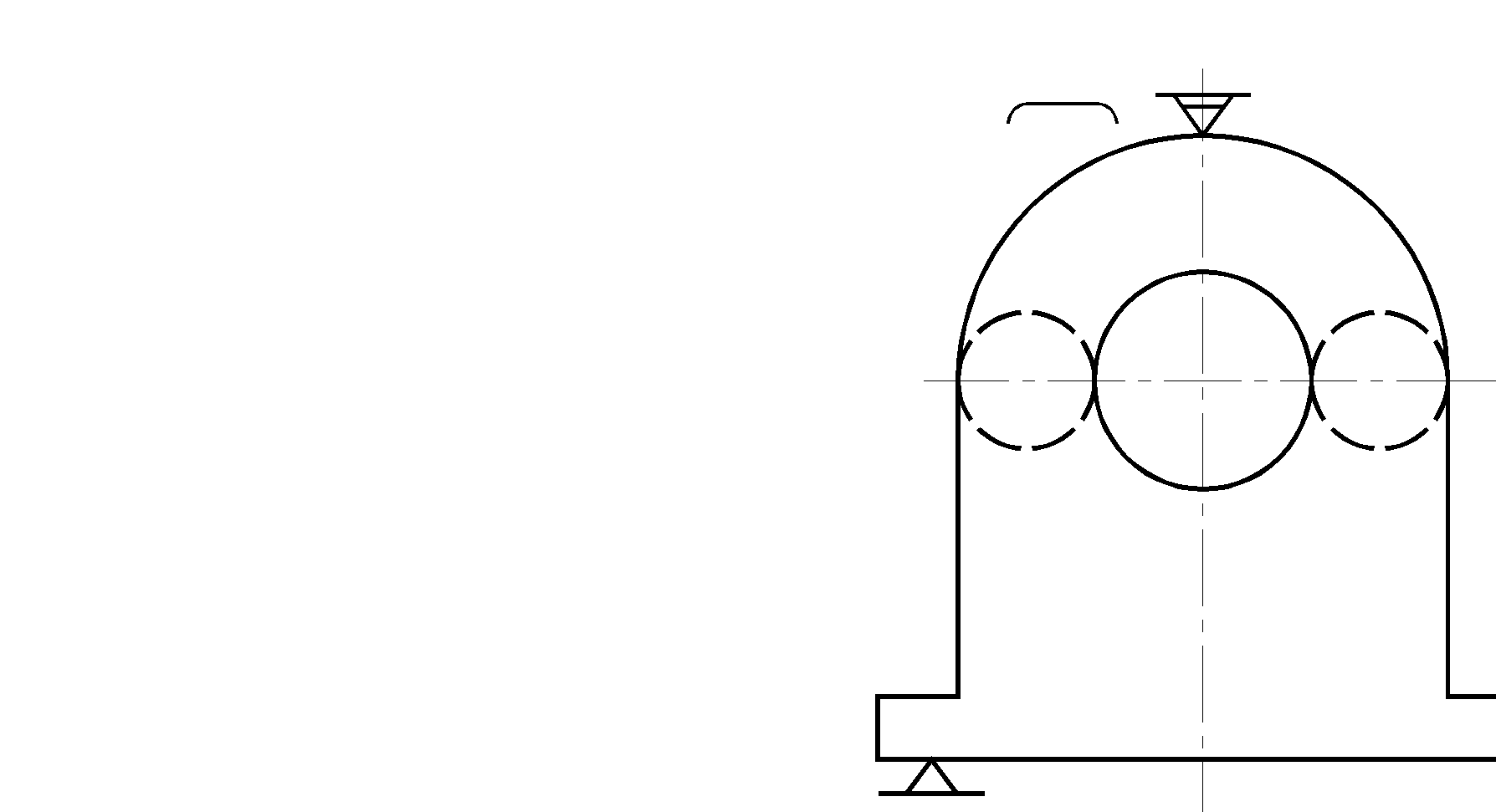
| По двум отверстиям для обработки части плоской или фасон-ной поверхности | 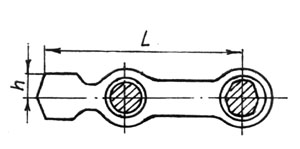
| eh = (Smin+dDB + dDA),где Smin – минимальный гарантированный зазор; dDB - допуск на размер по диаметру пальца; dDA - допуск на размер по диаметру базового отверстия |
| По двум отверстиям для обработки плос-кой или фасонной поверхности | 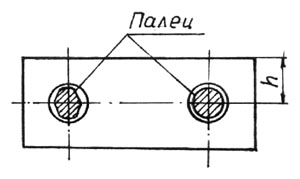
| |
| Окончание табл. 4.45 | ||
| По коническому от-верстию на жесткий конический штифт для обработки паза, ось которого прохо-дит через центр от-верстия | 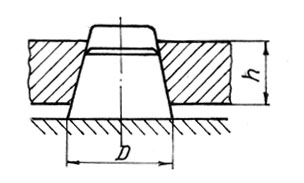
| eh =  ,
где dDB - допуск на размер жесткого конического штифта;
dDA - допуск кони-ческого базового отверстия;
К – конусность:
K = tg a/2,
где a - угол при вершине конуса ,
где dDB - допуск на размер жесткого конического штифта;
dDA - допуск кони-ческого базового отверстия;
К – конусность:
K = tg a/2,
где a - угол при вершине конуса
|
| По внешней поверх-ности с установкой в призму для обра-ботки плоскости или паза | 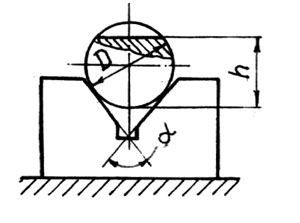
| eD=(dD/2)× ×[1/sin(a/2)-1], где dD- допуск на диаметр; a- угол призмы |
| По внешней поверх-ности с установкой в призму для обработ-ки паза | 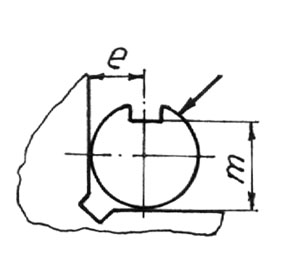
| eе = ,
где dD- допуск на диаметр;
em= 0
|
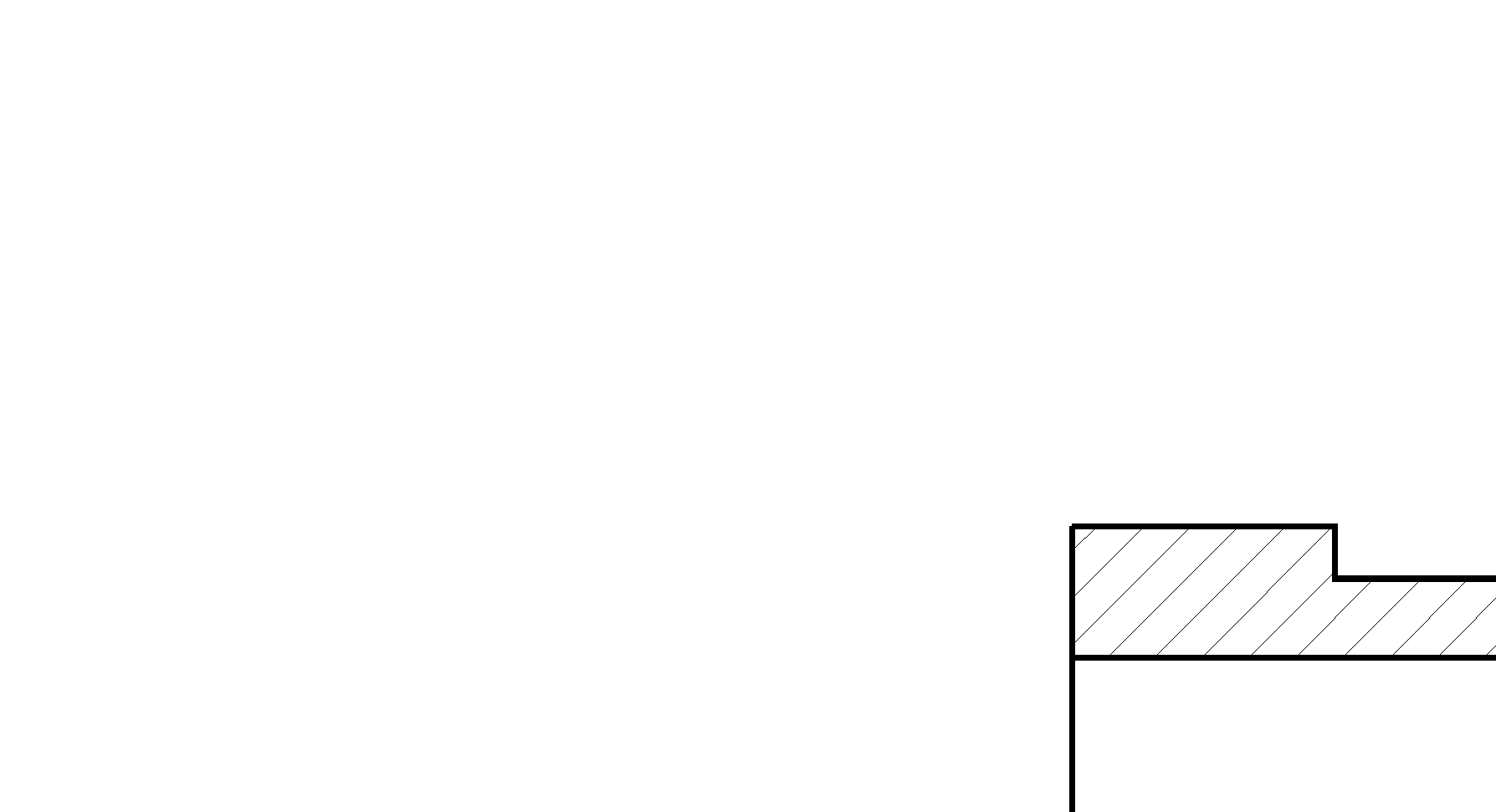
| По верхней плоскос-ти и торцу для обра-ботки уступа |
| eв = 0 |
Таблица 4.46
Погрешность зацентровки
| Наибольший диметр центрового гнезда, мм | 1; 2; 2,5 | 4; 5; 6 | 7,5; 10 | 12,5; 15 | 20; 30 |
Погрешность глубины центрового гнезда  ц, мм ц, мм
| 0,11 | 0,14 | 0,18 | 0,21 | 0,25 |
Таблица 4.47
Погрешность закрепления в радиальном направлении при установке заготовок в трёхкулачковом самоцентрирующем патроне
с ручным зажимом
| Характер базовой поверхности заготовки | Погрешность закрепления e з в радиальном направлении (мкм) при поперечных размерах заготовки (мм) | |||||||
| Св.10 до 18 | Св.18 до 30 | Св.30 до 50 | Св.50 до 80 | Св.80 до 120 | Св.120 до 180 | Св.180 до 260 | Св.260 до 360 | |
| Литьё в пес-чаную форму с машинной формовкой по металличес-кой модели | ||||||||
| Литьё в пос-тоянную ме-таллическую форму | ||||||||
| Литьё по вып-лавляемой модели | ||||||||
| Литье в оболочковые формы | ||||||||
| Окончание табл. 4.47 | ||||||||
| Литьё под давлением | ||||||||
| Горячая штамповка | ||||||||
| Горячеката-ный прокат | ||||||||
| Предвари-тельно обра-ботанная поверхность | ||||||||
| Чисто обра-ботанная поверхность |
Таблица 4.48
Погрешность закрепления в радиальном направлении при установке заготовок в трёхкулачковом самоцентрирующем патроне
с пневматическим приводом зажима
| Характер базовой поверхности заготовки | Погрешность закрепления e з в радиальном направлении (мкм), при поперечных размерах заготовки (мм) | ||||||||||||||||
| Св.10 до 18 | Св.18 до 30 | Св.30 до 50 | Св.50 до 80 | Св.80 до 120 | Св.120 до 180 | Св.180 до 260 | Св.260 до 360 | ||||||||||
| Литьё в песчаную форму с машинной формовкой | |||||||||||||||||
| Литьё в пос-тоянную ме-таллическую форму | |||||||||||||||||
| Окончание табл. 4.48 | |||||||||||||||||
| Литьё по выплавляемой модели | |||||||||||||||||
| Литьё под давлением | |||||||||||||||||
| Горячая штамповка | |||||||||||||||||
| Горячеката-ный прокат | |||||||||||||||||
| Предвари-тельно обра-ботанная по-верхность | |||||||||||||||||
| Чисто обра-ботанная поверх-ность | |||||||||||||||||
Таблица 4.49
Погрешность закрепления в радиальном направлении при установке заготовок в цанговом самоцентрирующем патроне
| Характер базовой поверхности заготовки | Погрешность закрепления e з в радиальном направлении (мкм), при поперечных размерах заготовки (мм) | ||||
| Св. 6 до 10 | Св. 10 до 18 | Св. 18 до 30 | Св. 30 до 50 | Св. 50 до 80 | |
| Калиброванная холоднотянутая и холоднокатаная | |||||
| Предварительно обработанная | |||||
| Чисто обрабо-танная |