Приборы активного контроля применяют для прямого и косвенного методов измерения.
Прямой метод – характеризуется непосредственной оценкой значения изме-ряемой величины или отклонений от неё по показателям величины.
Косвенный метод – характеризуется оценкой значений искомой величины или отклонения от неё по результатам измерений другой величины, связанной с искомой определённой зависимостью.
Прямой метод имеет преимущество т.к. исключает дополнительную погрешность передачи размера от промежуточного звена к размеру обрабатываемой детали:
Измерительные приборы для прямых измерений разделяют на 4 вида:
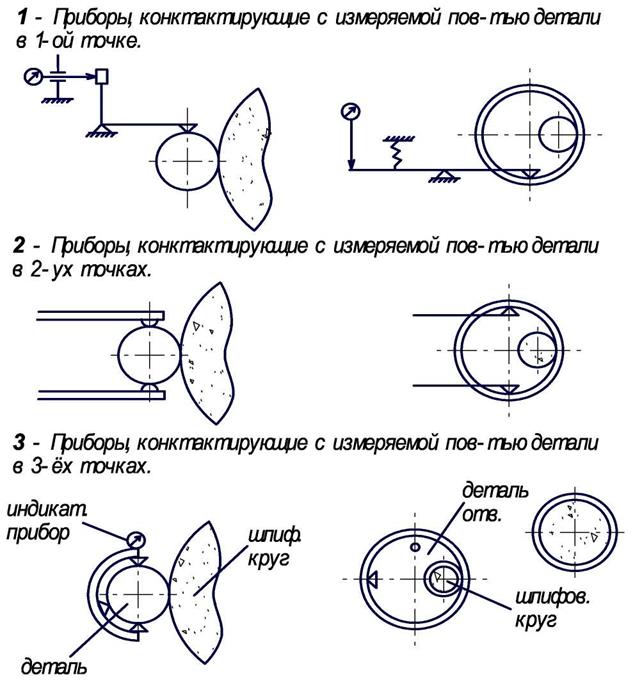
4. Приборы, контактирующие по цилиндрической измеряемой поверхности детали – применяются для контроля отверстий.
Измерительные приборы для косвенных измерений как правило контролируют перемещение узла станка режущим инструментом и положение режущего инструмента относительно обрабатываемой детали.
8.5 Устройство со сканированием лазерным лучом для бесконтактного измерения.

Контрольные автоматы, их структурная схема
Применяются для контроля деталей после их обработки на станке, бывают двух видов.
Первый вид – разделяют обработанные детали на группы годных деталей с заданными размерами и одну или две группы бракованных деталей (брак исправляемый и неисправляемый).
Второй вид – для сортировки обработанных деталей на размерные группы в пределах поля допуска и использования этих групп при селиктивной сборке.
Контрольные автоматы обеих групп производят автоматический приём, ориентирование, транспортирование, контроль и сортировку, с помощью механических, электроконтактных, индуктивных, пневматических и других измерительных систем.
Таким образом, структурную схему контрольно – сортировочного автомата можно представить следующим образом.

Лекция 9
Система автоматического управления средствами
Автоматизации (общие понятия)
Классификация СУ
Системы автоматического управления обеспечивают работу оборудования по заранее заданной программе.
СУ автоматами могут различаться по признакам, а именно:
· по принципу синхронизации;
· по степени централизации управления;
· по методу воздействия;
· по числу управляемых координат;
· по виду программоносителя;
· по наличию или отсутствию обратной связи и т.п.
СУ бывают централизованными и децентрализованными.
У централизованной СУ весь технологический цикл управляется с центрального командного устройства (командоаппарата, пульта, распредвала и т.п.) независимо от действия и положения исполнительных органов.
Особенности централизованной СУ:
· продолжительность рабочего цикла для каждого исполнительного органа, является как правило величиной постоянной;
· простота схем управления;
· надёжность в работе;
· удобство обслуживания и наладки;
· необходимость иметь дополнительные предохранительные устройства, т.к. команды с центрального командного пункта подаются внезависимости от действия и положения исполнительных рабочих органов.
Особенности децентрализованной системы управления:
· осуществляют управление при помощи датчиков (чаще всего конечных выключателей и путёвых переключателей) включаемых движущимися исполнительными рабочими органами с помощью упоров;
· исполнительные органы связаны между собой так, что каждое последующее движение одного может происходить после окончания движения предыдущей;
· отсутствие сложной блокировки, т.к. команды подаются только после окончания предыдущей операции;
· датчики расположены в рабочей зоне оборудования и нередко выходят из строя из-за попадания стружки, пыли, масла и выдают неправильные команды вследствие короткого замыкания.
Наиболее важным и характерным признаком любой СУ программного управления является способ задания программы обработки или движения, т.е. от программоносителя:
· СУ упорами;
· СУ копирами;
· СУ распредвалом;
· система циклового программного управления (упоры, коммутаторы, штекерное табло);
· система числового прграммного управления (перфокарта, перфолента, магнитные ленты, ленты, барабаны).
Наиболее высокой надёжностью обладает СУ распредвалом. Она представляет собой пример централизованной, разомкнутой системы управления без обратной связи; обеспечивает надёжную и точную синхронизацию всех движений рабочего цикла любой сложности.
Однако она имеет недостатки так, например:
· жёсткое программирование снижает гибкость оборудования, повышает сложность переналадки;
· большие затраты на изготовление новых кулачков - программоносителей и т.д.
Первые системы числового программного управления на электронных лампах были недостаточно надёжны и совершенны.
Современные системы ЧПУ на больших и сверхбольших интегральных схемах увеличивают надёжность и обеспечивают высокую гибкость технологических процессов и быструю переналадку при замене обрабатываемых деталей.
В зависимости от решаемых технологических задач системы ЧПУ делятся на четыре вида:
· позиционные управления положением;
· позиционные системы управления рабочими перемещениями;
· непрерывные контурные СУ;
· комбинированные (контурно-позиционнные) СУ.
Основой систем цифрового программного управления является следящий привод, который состоит из:
· устройства управления;
· преобразующего устройства;
· исполнительных двигателей;
· усилителя;
· устройства сравнения.
Процесс автоматического сложения заключает сведения к нулю ошибки рассогласования.
Лекция 10