2.2.1 Особенности конструирования изделий в условиях автоматизации производства.
Конструкция изделия должна обеспечивать его технологичность в изготовлении и сборке. Применение средств автоматизации предусматривает повышенное внимание конструкции изделий с точки зрения облегчения ориентации, позиционирования, сопрягаемости при сборке.
Большинство средств автоматизации для транспортировки и ориентации деталей действуют на ощупь, т.е. они используют геометрические характеристики деталей для осуществления ориентации и позиционирования.
Учитывая это, можно сказать, что выбор того или иного средства автоматизации будет основано на анализе классификации объектов производства по геометрическим параметрам (по их назначению и их относительной величине).
Одной из геометрических характеристик является симметрия.
В некоторых случаях симметрия деталей способствует автоматизации, а в других – делает её невозможной. Пример рис. 4, все детали расположенные справа – симметричны, что делает ориентирование ненужным; рис. 5 – иллюстрирует другую проблему. Если конструктивные особенности каждой детали трудно обнаружить механическим способом, то решение проблемы состоит в нарушении симметрии.
Детали типа цилиндров и дисков является наиболее вероятными кандидатами на внесение черт асимметрии, потому что без ориентирующих признаков они могут принимать неопределённое число положений.
Детали прямоугольной формы обычно выигрывают от симметрии, поскольку они могут иметь небольшое число положений. При этом закон распределения суммы этих случайных величин будет иметь Гауссово или нормальное распределение.
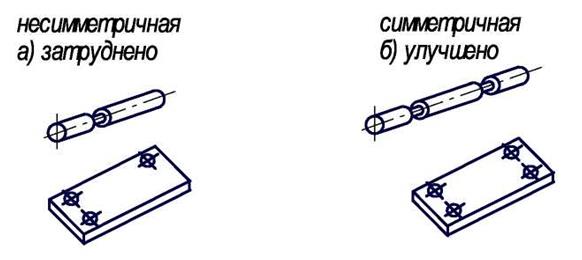
Рис. 4. Ориентация деталей за счет симметричности:
а) затруднена, б) улучшена
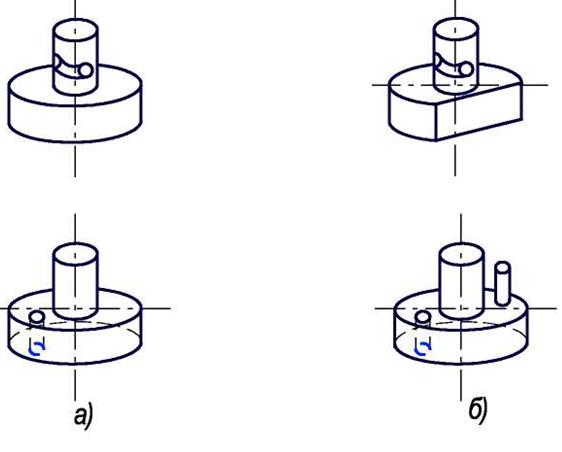
Рис. 5. Ориентация деталей за счет асимметричности:
а) затруднена, б) улучшена
Взаимное сцепление деталей. При загрузке деталей в накопитель или другое устройство навалом, нередко возникает явление сцепления деталей. Типичный пример – пружины. Многие детали имеют отверстия и выступы функционально не связанные друг с другом и не предназначенные для сопряжения. Соотношение размеров этих элементов деталей должно исключать возможность попадания выступа в отверстие и сцепления деталей (рис. 6).

Рис. 6 Взаимное сцепление деталей:
а) неудачное, б) удачное
Особенности конструкций изделий обеспечивающих подачу и передвижения. Для транспортировки деталей используют устройства иногда очень простой конструкции на самотечном принципе перемещения деталей под действием сил тяжести или вибрации, и усилие передаётся от детали к детали, когда они подталкиваются сзади. Этот метод особенно хорошо применим для плоских деталей со стабильно заданной ориентацией, но есть и детали слишком тонкие или если их кромки имеют скосы, они будут наползать одна на другую (рис. 7).
Аналогичной проблемой является проблема заклинивания деталей, когда соприкасающиеся кромки не перпендикулярны направлению перемещения.
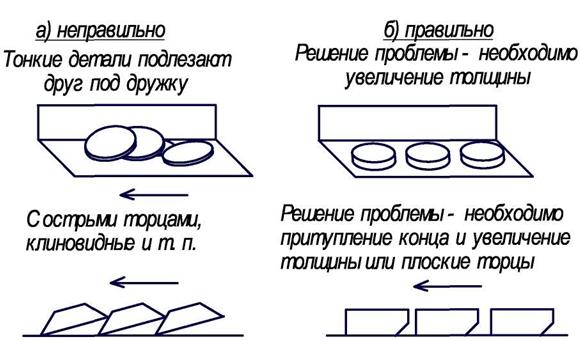
Рис. 7. Конструкции деталей, вызывающие
их наползание друг на друга: а) неправильно, б) правильно
Стабильность процессов
Несмотря на то, что гибкость современных автоматизированных устройств в производстве ослабило требование стабильности процесса, относительная стабильность изделия и процесса является необходимой предпосылкой автоматизации.
Для оценки стабильности изделия и процесса применяют как правило статистические методы обработки данных. Основное предположение при этом то, что отклонение, наблюдаемое в процессе производства явл-ся результатом воздействия многих независимых случайных величин.
Нормально распределённые переменные могут изменяться в широком диапазоне, но любая переменная может быть вписана в данную кривую при соответствующем выборе масштаба горизонтальной оси.
Выбор масштаба производится вычленением стандартного отклонения для выборки данных по формуле:

где: Хi – текущее значение переменной;
 – среднее арифметическое наблюдаемых значений;
– среднее арифметическое наблюдаемых значений;
n – объём выборки.
Соотношение между полем допуска на деталь и стандартным отклонением важно с точки зрения как качество продукции, так и возможности автоматизации процесса. На рис. 9 изображено несколько соотношений между изменениями в процессе и допуском на деталь, например: применение в автосборочном процессе специального высокоточного крепежа. Среднее значение и стандартное отклонение процесса должны быть заранее известны или определены и сравнены с установленными допусками. Допуски должны быть критически проанализированы, чтобы выяснить, удовлетворяют ли они строгим требованиям автоматизации.
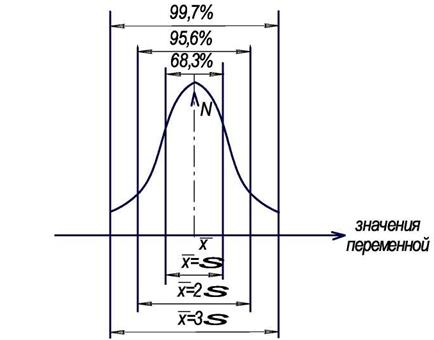
Рис. 8. Нормальное распределение переменных величин:
– среднее значение переменной, N – плотность вероятности

Рис. 9. Соотношение между переменной величиной процесса и полем допуска