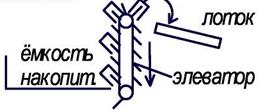
Как говорилось уже ранее, одной из основных задач решаемых посредством средств автоматизации, является обеспечение, автоматического манипулирования деталей в тех. процессе. Под манипулированием мы понимаем доставку заготовки в зону обработки, установки её на рабочую позицию и съём после обработки, доставку в зону измерения, перенос на следующую тех. операцию, складирование и т.д. При переносе детали из одной области пространства в другую мы можем реализовать от одной до шести степеней свободы деталей. Таким образом, при выборе средств манипулирования мы должны оценить на сколько способствует форма, габаритные параметры, вес, а также твёрдость и шероховатость поверхности реализации необходимых степеней свободы, для предания детали заданного ориентированного положения. Разработана следующая классификация деталей для выполнения операций манипулирования (таблица 2.1).
Таблица 2.1 Форма заготовки и тип лотка
| Форма заготовки | Тип лотка | ||
1. Шар 
|

β – угол наклона лотка; ρ – угол трения | ||
2. Шар со скосом или отверстием

|  лоток- склиз
β – угол наклона лотка; ρ – угол трения лоток- склиз
β – угол наклона лотка; ρ – угол трения
| ||
3. Вал L > D 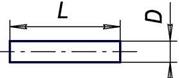
|  лоток роликовый лоток роликовый
| ||
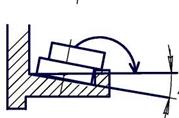
4. Ролик L= D

|
 угловой лоток-склиз угловой лоток-склиз
| ||
5. Втулка L= D

| |||
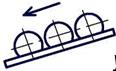
6. Шайба, кольцо S < D

|
 спиральный лоток-бункер для обеспечения сброса второго слоя, β = 3…50 спиральный лоток-бункер для обеспечения сброса второго слоя, β = 3…50
| ||
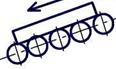
7. Вал ступенчатый L > D

|  профильный лоток-скат
профильный лоток-скат
| ||
8. Стакан L= D

| 
|
Продолжение табл. 2.1
9. Шайба или кольцо со скосом
 L< D L< D
| 
|
10. Болты или детали с головкой  L > D L > D
| 
|
11. Призма коробка B = H = L

|  транспортер-конвейер транспортер-конвейер
|
12. Брус B = H < L

| |
13. Пластина, пластина с отверстием B < L >> H
|  пневмолоток пневмолоток
|
Используя предложенную классификацию и анализируя наличие и относительное расположение осей вращения, осей и плоскостей симметрии можно также систематизировать и унифицировать средства манипулирования, что повысит как эффективность их разработки, так и внедрение.
Лекция 3 Транспортно-накопительные системы
Общие положения.
В производственном технологическом процессе согласованное поступление деталей друг за другом на обработку – называется потоком, а последовательную их обработку – поточным производством. При этом оборудование располагается в соответствии с технологической последовательностью операций, а комплект расставленного таким образом оборудования называется поточной линией. В процессе пооперационной обработки каждая деталь совершает межоперационное перемещение от станка к станку и кроме того, в зону и из зоны обработки. Операции обработки чередуются с транспортными, накопительными, загрузочными и разгрузочными и др. операциями, которые на неавтоматических линиях производят вручную, или с использованием тележек, тельферов, кранов и т.п. а на автоматических поточных линиях с помощью автоматических транспортно-накопительных систем (ТНС).
Создание машин для комплексной механизации, и автоматизации производства, повышение эффективности использования трудовых ресурсов, последовательное сокращение применения ручного, тяжелого и неквалифицированного труда во всех отраслях народного хозяйства, представляют собой важнейшие задачи машиностроения. Одним из наиболее эффективных путей решения этих задач является создание машин, способных заменить рабочих. выполняющих на производстве вспомогательные и основные процессы.
При размерной обработке деталей на станках необходимо выполнять большое количество разнообразных вспомогательных операций, связанных с перемещением деталей, их ориентацией, зажимом, фиксацией, поворотом, захватом и т.д. Устройства, предназначенные для выполнения на станках вспомогательных технологических операций над заготовками или инструментами, носят название манипуляторов.
По мере повышения степени автоматизации обработка деталей в машиностроении роль манипуляторов возрастает. Особенно велико их значение в полностью автоматизированном производстве деталей машин. поскольку именно манипуляторы обеспечивают автоматизацию потока деталей при их проходе через все технологические процессы производства. Система автоматического производства деталей (рис.3.1.) может быть разделена на несколько основных подсистем манипулирования обрабатываемыми деталями. Они как правило выполняют лишь одну вспомогательную операцию: транспортирование, ориентирование, поворот, зажим, фиксацию и т.д. Иногда несложные однооперационные манипуляторы объединяют в один механизм, обслуживающий две-три элементарные вспомогательные операции.
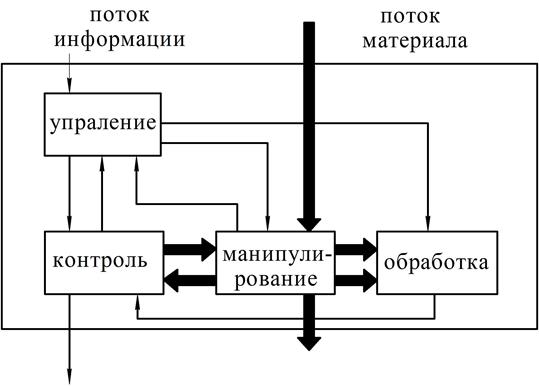
Рис. 3.1. – Схема автоматического производства деталей
Однооперационные манипуляторы нашли широкое применение в крупносерийном и массовом производстве, а также в серийном производстве, когда автоматизации производства предшествует типизация технологических процессов или разработка групповых методов обработки.