1.Расклинить шатун
2.Установить линейку
3.Произвести замеры с одной стороны
4.Перенести линейку и провести замеры с другой стороны повторив пункты 2 и 3
5.Разобрать узел,развернуть шатун на 180 градусов и повторить пункты 1-4
6.Сделать заключение,дать рекомендации по исправлению дефекта
Таблицы обмера
| 1. Замер при исходной сборке |
| Номер замера пояса | 1 замер | 2 замер | Разность,мм | Неперпендикулярность |
| Верхний | b1= | b2= | b1-b2 | i= 
|
| нижний | a1= | a2= | a1-a2 |
2.Замер при повторной сборке
| Номер замера пояса | 1 замер | 2 замер | Разность,мм | Неперпендикулярность |
| Верхний | b1= | b2= | b1-b2 | i=
|
| нижний | a1= | a2= | a1-a2 |
Заключительный контроль
1.К чему может привести неправильная сборка шатуна с поршнем?
2.Что является причинами искажения центровки узла?
3.Каков может быть зазор в соединении палец-поршень?
Литература:
1. Инструкция по производству обмеров и определению износов основных деталей DBC. –Л.: Судостроение.
Лабораторная работа №46
Тема: проверка привалки поршней по цилиндрам
Цель: научить практическим приемам проверки привалки поршней по цилиндрам
Материальное обеспечение:
1.Цилиндр двигателя с поршнем без колец
2.Набор длинных щупов
Вводный контроль:
1.Описать причины перекоса поршня
2.Описать методы спрямления поршня в цилиндре
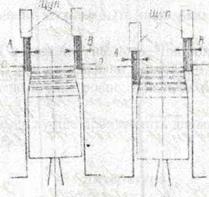
3.Нарисовать схему замера
4.Почему замер зазоров происходит только по оси коленвала?
Порядок работы
Ось поршня должна совпадать с осью цилиндровой втулки и быть перпендикулярной оси коленчатого вала.При несоблюдении этих условий поршень будет перекошен.что приведет к его износу,а также цилиндровой втулки по овалу,к бочкообразному износу мотылевой шейки,а в целом к преждевременному износу всей ЦПГ.При чрезмерно большом перекосе возможно заклинивание поршня,что может привести к задирам цилиндровой втулки и поршня,а в худшем случае-к обрыву шатунных болтов и крупной аварии.
В крейцкопфных двигателях положение поршня проверяется в двух перпендикулярных плоскостях:по оси и по вращению.в тронковых двигателях только по оси.
Заключительные операции установки поршня на место является привалка по цилиндрам производимая при окончательной подгонке и сборке шатунных подшипников.Это контрольная операция сборки двигателя
Непараллельность оси поршня относительно цилиндровой втулки допускается не более 0.15 мм/м и определяется по формуле i= 
Если полученные отклонения не превышают допуска то привалку следует считать нормальной.В противном случае необходимо исправление.Причинами перекоса поршня могут являться:
- неперпендикулярность осей цилиндровой втулки и коленчатого вала
- неперпендикулярность осей поршня и бобышек
- непараллельность осей головок шатуна
- уклон оси коленвала
- износ шатунной шейки на конус
- сложение допусков
Проверка производится при снятых поршневых кольцах во избежание их влияния на положение поршня в цилиндре.В оайоне замеров не должно быть рисок и задиров.Шатунный подшипник собирается с минимальным зазором.